LIETUVOS RESPUBLIKOS ŪKIO MINISTRAS
Į S A K Y M A S
DĖL DUJŲ CILINDRŲ TECHNINIŲ REGLAMENTŲ PATVIRTINIMO
2001 m. kovo 28 d. Nr. 110
Vilnius
Vykdydamas Lietuvos Respublikos Vyriausybės 2001 m. vasario 22 d. nutarimu Nr. 192 „Dėl Lietuvos pasirengimo narystei Europos Sąjungoje programos (Nacionalinė acquis priėmimo programa) teisės derinimo priemonių ir acquis įgyvendinimo priemonių 2001 metų planų patvirtinimo“ patvirtintą Teisės derinimo priemonių planą 2001 metams (Žin., 2001, Nr. 18-554):
1. Tvirtinu:
1.2. Nelegiruotojo aliuminio ir aliuminio lydinio besiūlių dujų cilindrų techninį reglamentą (2 priedas);
PATVIRTINTA
Lietuvos Respublikos ūkio ministro
2001 m. kovo 28 d. įsakymu Nr. 110
1 priedas
PLIENINIŲ BESIŪLIŲ DUJŲ CILINDRŲ TECHNINIS REGLAMENTAS
Reglamento paskirtis ir įsigaliojimo data
Šis techninis reglamentas (toliau – Reglamentas) skirtas plieninių besiūlių dujų cilindrų saugai, vartotojų bei galutinių naudotojų interesų apsaugai ir nustato į Lietuvos rinką teikiamų šių dujų cilindrų techninius reikalavimus, kontrolės metodus bei ženklinimą.
Reglamentu įteisinama Tarybos direktyva 84/525/EEB „Dėl valstybių narių įstatymų, susijusių su plieniniais besiūliais dujų cilindrais, suderinimo“.
Reglamentas įsigalioja nuo 2002 m. sausio 1 dienos.
Reglamento taikymo sritis
1 straipsnis
1. Šis Reglamentas taikomas plieniniams besiūliams dujų cilindrams, sudarytiems iš vienos dalies, kuriuos galima pakartotinai pripildyti bei transportuoti ir kurių talpa yra nuo 0,5 iki 150 litrų imtinai, skirtiems suslėgtosioms, suskystintosioms arba ištirpintosioms dujoms laikyti.
Plieniniai besiūliai dujų cilindrai (toliau – cilindrai) – tai slėginių indų rūšis.
2. Šis Reglamentas netaikomas cilindrams, pagamintiems iš austenitinio plieno, bei cilindrams, kurių pagrindas sandarinamas papildomai pridedant metalo (pvz.: privirinant, prilituojant ir kitais būdais).
2 straipsnis
3 straipsnis
Negalima drausti arba riboti EB tipo cilindro, atitinkančio Slėginių indų ir jų kontrolės metodų bendrųjų nuostatų ir šio techninių reglamentų reikalavimus, pardavimo ir pateikimo eksploatuoti dėl priežasčių, susijusių su jo konstrukcija bei kontrole pagal Slėginių indų ir jų kontrolės metodų bendrųjų nuostatų ir šį techninius reglamentus.
4 straipsnis
5 straipsnis
6 straipsnis
7 straipsnis
Ūkio ministerija turi paskirti įstaigą (toliau – paskirtoji įstaiga), kuriai bus pavesta atlikti slėginių indų EB pavyzdžio patvirtinimo procedūras, bei indų kontrolės įstaigą(-as) (toliau – kontrolės įstaiga), kuriai(-ioms) bus pavesta atlikti slėginių indų EB patikrinimo procedūras.
Slėginių indų rinkos priežiūrą turi atlikti Valstybinė ne maisto produktų inspekcija prie Lietuvos Respublikos ūkio ministerijos.
Kol bus pasirašytas Protokolas prie Europos sutarties, steigiančios Europos bendrijų bei jų šalių narių ir Lietuvos Respublikos asociaciją dėl atitikties įvertinimo ir pramonės gaminių pripažinimo, Lietuvos paskirtosios ir kontrolės įstaigos gali atlikti tik į Lietuvos rinką tiekiamų slėginių indų pavyzdžio patvirtinimą ir patikrinimą pagal šiame bei Slėginių indų ir jų kontrolės metodų bendrųjų nuostatų techniniuose reglamentuose nustatytus EB pavyzdžio patvirtinimo ir EB patikrinimo reikalavimus. Šiuo atveju vietoje 1 priedo 6.1 punkte nustatytų valstybę nurodančių raidžių turi būti dedamas atitikties sertifikavimo ženklas pagal LST 1212-92.
1 priedas
1. Priede vartojamų terminų apibrėžimai ir simboliai
1.1. Takumo įtempis.
Šiame Reglamente nurodytoms slėgio veikiamoms dalims skaičiuoti turi būti taikomos šios takumo įtempio vertės:
- kai plienas neturi žemutinio ir viršutinio takumo taškų,
imama mažiausioji santykinio takumo taško vertė Rp 0,2;
- kai plienas turi žemutinį ir viršutinį takumo taškus, imama viena iš šių verčių:
- Rel,
- ReH x 0,92, arba
- Rp 0,2.
1.2. Suardymo slėgis.
Šiame Reglamente suardymo slėgis – tai slėgis, kuriam esant prasideda plastinis tekėjimas, t. y. didžiausiasis slėginio suardymo bandyme pasiekiamas slėgis.
1.3. Simboliai.
Šiame priede vartojami simboliai reiškia:
| Ph |
– |
hidraulinio bandymo slėgis, barais; |
| Pr |
– |
cilindro suardymo slėgis, išmatuotas darant suardymo bandymą, barais; |
| Prt |
– |
apskaičiuotasis mažiausiasis teorinis suardymo slėgis, barais; |
| Re |
– |
takumo įtempių vertė, priimta pagal 1.1 punktą, siekiant nustatyti R vertę, naudojamą skaičiuojant slėgio veikiamas dalis, N/mm2; |
| Rel |
– |
mažiausioji cilindro gamintojo garantuota žemutinio takumo taško vertė, N/mm2; |
| ReH |
– |
mažiausioji cilindro gamintojo garantuota viršutinio takumo taško vertė, N/mm2; |
| Rp 0,2 |
– |
gamintojo garantuotas santykinis takumo taškas 0,2 %, N/mm2. |
Santykinis takumo taškas yra įtempio vertė, sukelianti neproporcingą pailgėjimą, lygų 0,2% pradinio ilgio;
| Rm |
– |
mažiausioji cilindro gamintojo garantuota stiprio tempiant vertė, N/mm2; |
| a |
– |
apskaičiuotasis mažiausiasis cilindrinio kevalo sienelės storis, mm; |
| D |
– |
vardinis išorinis cilindro skersmuo, mm; |
| d |
– |
lenkimo bandymo šerdies skersmuo, mm; |
| Rmt |
– |
tikroji stiprio tempiant vertė, N/mm2. |
1.4. Normalizavimas.
Šiame Reglamente terminas „normalizavimas“ yra vartojamas taip, kaip jis apibrėžtas LST EN 10052.
Po normalizavimo gali būti taikomas atleidimas pastovioje, žemesnėje už mažiausiąją plieno fazinio virsmo tašką (Ac1) temperatūroje.
1.5. Grūdinimas ir atleidimas.
Terminas „grūdinimas ir atleidimas“ susijęs su terminiu užbaigto cilindro apdorojimu, kurio metu cilindras kaitinamas pastovioje, aukštesnėje už plieno viršutinio fazinio virsmo tašką (Ac3) temperatūroje. Po to cilindras aušinamas tokia sparta, kuri neviršija 80% aušinimo 20 °C vandenyje spartos, ir atleidžiamas pastovioje, žemesnėje už mažiausiąjį plieno fazinio virsmo tašką (Ac1) temperatūroje.
Terminis apdorojimas neturi sukelti cilindro įtrūkių. Cilindrai negali būti grūdinami vandenyje be priedų.
2. Techniniai reikalavimai
2.1. Naudojami plienai.
2.1.1. Plienas turi būti apibūdinamas pagal jo gamybos būdą, cheminę sudėtį, terminį apdorojimą, kuris taikomas užbaigtam cilindrui, ir plieno mechanines savybes. Gamintojas, atsižvelgdamas į toliau nurodomus reikalavimus, turi pateikti atitinkamą informaciją. Bet koks tokios informacijos pasikeitimas turi būti laikomas suderintu su plieno rūšies pakeitimu EB pavyzdžio patvirtinimo požiūriu.
a) Gamybos būdas.
Gamybos būdas turi būti apibrėžiamas nurodant gamybos procesą (pvz.: Marteno krosnis, deguonies konverteris, elektrinė krosnis) ir taikytą deoksidacijos metodą.
b) Cheminė sudėtis.
Apibrėžiant cheminę sudėtį yra privalomi šie parametrai:
- visais atvejais didžiausiasis sieros ir fosforo kiekis;
- visais atvejais mangano, anglies ir silicio kiekis;
- nikelio, chromo, molibdeno ir vanadžio kiekis, kai šie metalai sąmoningai naudojami kaip legiruojantieji elementai.
Anglies, mangano, silicio ir, jeigu naudojama, nikelio, chromo, molibdeno ir vanadžio kiekis turi būti nurodomas su tokiais leistinais nuokrypiais, kad skirtumas tarp didžiausiųjų ir mažiausiųjų verčių kiekviename lydinyje neviršytų:
- angliai:
- 0,06%, kai didžiausiasis kiekis mažesnis nei 0,30%;
- 0,07%, kai didžiausiasis kiekis 0,30% arba daugiau;
- manganui ir siliciui:
- 0,30%;
- chromui:
- 0,30%, kai didžiausiasis kiekis mažesnis nei 1,5 %;
- 0,50%, kai didžiausiasis kiekis 1,5% arba daugiau;
- nikeliui:
- 0,40%;
- molibdenui:
- 0,15%;
- vanadžiui:
- 0,10%.
c) Terminis apdorojimas.
Terminis apdorojimas turi būti apibrėžiamas naudojama temperatūra, laiko trukme toje temperatūroje ir aušinamuoju skysčiu, naudojamu kiekviename terminio apdorojimo etape (normalizavimas su atleidimu arba be arba grūdinimas su atleidimu).
Austenitizavimo temperatūra prieš grūdinimą arba normalizavimą turi būti nustatoma su 35 °C atsarga į vieną ar kitą pusę.
Tie patys nurodymai galioja ir atleidimo temperatūrai.
2.1.2. Sąlygos, kurių reikia laikytis.
Naudojamas plienas turi būti deoksiduotas ir atsparus senėjimui. Visas užbaigtas cilindras turi būti termiškai apdorojamas, t. y. normalizuojamas su atleidimu arba be jo arba grūdinimas su atleidimu. Sieros ir fosforo kiekiai, gauti tiriant lydinio bandinį, neturi būti didesni nei 0,035%, o bendras jų kiekis negali viršyti 0,06%. Sieros ir fosforo kiekiai, gauti tiriant gaminį, neturi būti didesni nei 0,04%, o bendras jų kiekis negali viršyti 0,07%.
2.1.3. Gamintojas gali naudoti 2.1.1 punkte nurodytą plieną tik tuo atveju, jeigu Lietuvoje jis yra pripažintas tinkamu besiūlių cilindrų gamybai. Paskirtoji įstaiga, gavusi užklausimą, turi pateikti užklausėjui Lietuvoje naudojamų medžiagų cilindrams pagal šį Reglamentą gaminti sąrašą.
2.1.4. Turi būti galimybė atlikti nepriklausomą analizę, ypač siekiant nustatyti sieros ir fosforo kiekio atitiktį 2.1.2 punkto reikalavimams. Ši analizė turi būti taikoma bandiniams, paimtiems iš pusgaminių, kuriuos cilindrų gamintojui tiekia plieno gamintojas, arba iš užbaigtų cilindrų.
Kai nusprendžiama bandinį paimti iš cilindro, jį leidžiama imti iš vieno iš cilindrų, kurie anksčiau buvo atrinkti 3.1 punkte nurodytiems mechaniniams arba 3.2 punkte nurodytam suardymo slėgio bandymams daryti.
2.2. Slėginių dalių skaičiavimas.
2.2.1. Mažiausiasis sienelės storis turi būti lygus arba didesnis už didžiausiąją vertę, nustatytą šiais būdais:
čia: R yra mažesnysis iš šių dviejų dydžių:
2.2.2. Jeigu išgaubtasis galas gaunamas iš vamzdžio štampavimo būdu, sienelės storis, išmatuotas galo centre, turi būti lygus arba didesnis už 1,5a.
2.3. Konstrukcija ir apdaila.
2.3.1. Gamintojas turi tikrinti kiekvieno cilindro storį ir apžiūrėti cilindro vidinio bei išorinio paviršiaus būklę, kad būtų patvirtinta jog:
- sienelės storis jokiame taške nėra mažesnis už nurodytąjį
brėžinyje;
- išoriniame ir vidiniame cilindro paviršiuje nėra defektų,
kurie galėtų sumažinti cilindro eksploatavimo saugumą.
2.3.2. Cilindrinio kevalo nuokrypis nuo apskritumo turi būti apribotas taip, kad to paties skerspjūvio didžiausiojo ir mažiausiojo išorinio skersmenų skirtumas nebūtų didesnis nei 1,5% šių skersmenų vidurkio.
Kevalo cilindrinės dalies sienelės didžiausiasis nuokrypis nuo tiesiosios linijos negali būti didesnis už 3 mm/m.
2.3.3. Cilindro pagrindo atraminiai žiedai, jeigu jie yra, turi būti pakankamai stiprūs ir pagaminti iš medžiagos, kuri korozijos požiūriu yra suderinama su plienu, iš kurio pagamintas cilindras. Pagrindo atraminio žiedo forma privalo užtikrinti pakankamą cilindro stabilumą. Pagrindo atraminiai žiedai privalo būti įtaisyti taip, kad nesąlygotų vandens kaupimosi arba jo prasiskverbimo tarp žiedo ir cilindro.
3. Bandymai
3.1. Mechaniniai bandymai.
3.1.1. Bendrieji reikalavimai.
3.1.1.1. Tuo atveju, jei šiame Reglamente nenustatyta kitaip, mechaniniai bandymai turi būti daromi laikantis šių standartų:
- LST EN 10002-1:1998 plieno tempimo bandymui;
- LST EN 10003-1, LST EN 10003-2, LST EN 10003-3
Brinelio kietumo bandymui;
- Lietuvos standarto, kuriuo bus perimta Europos norma 6-55 plieno lenkimo bandymui;
- LST EN 10002-1:1998 plieno lakštų ir juostų, kurių storis mažesnis už 3 mm, tempimo bandymui;
- Lietuvos standarto, kuriuo bus perimta Europos norma 12-55 plieno lakštų ir juostų, kurių storis mažesnis už 3 mm, lenkimo bandymui;
- LST EN 10045-1:1998, LST EN 10045-2:2000 įpjauto mėginio, padėto ant dviejų atramų, smūginiam bandymui.
3.1.2. Bandymų tipai ir bandymų kriterijai.
Privalo būti daromas kiekvieno bandomojo cilindro vienas tempimo bandymas išilgine kryptimi, keturi lenkimo bandymai apskritimo kryptimi ir, jeigu sienelės storis leidžia paruošti bent 5 mm pločio mėginius, trys smūginiai bandymai. Mėginiai smūginiam bandymui turi būti išpjaunami skersine kryptimi; tačiau jeigu cilindro storis ir/arba skersmuo neleidžia išpjauti bent 5 mm pločio mėginio skersine kryptimi, mėginiai smūginiam bandymui išpjaunami išilgine kryptimi.
3.1.2.1. Tempimo bandymas.
3.1.2.1.1. Mėginys turi atitikti LST EN 10002-1:1998 sąlygas. Jei jo storis mažesnis už 3 mm, etaloninis mėginio plotis ir ilgis turi būti atitinkamai 12,5 ir 50 mm, neatsižvelgiant į mėginio storį.
3.1.2.1.2. Du mėginio paviršiai, atitinkantys vidinę ir išorinę cilindro sieneles, mechaniškai neturi būti apdirbti.
3.1.2.1.3. Pailgėjimas, išreikštas procentais, neturi būti mažesnis už:
Be to, pailgėjimas jokiu būdu negali būti mažesnis už:
- 14%, jeigu bandymas daromas pagal LST EN 10002-1:1998, kai mėginio storis lygus 3 mm arba didesnis;
- 11%, jeigu bandymas daromas pagal LST EN 10002-1:1998, kai mėginio storis mažesnis nei 3 mm.
3.1.2.1.4. Stiprio tempiant vertė negali būti mažesnė už Rm.
Tempimo bandymu nustatytas takumo įtempis turi atitikti cilindro skaičiavimams naudojamą 1.1 punkto vertę. Viršutinis takumo taškas turi būti nustatomas iš apkrovos/pailgėjimo grafiko arba bet kokiu kitu tokio pat tikslumo metodu.
Nustatytoji takumo įtempio vertė neturi būti mažesnė už ReH, Rel. arba Rp 0,2, atsižvelgiant į aplinkybes.
3.1.2.2. Lenkimo bandymas.
3.1.2.2.1. Lenkimo bandymas turi būti daromas naudojant mėginius, gautus perpjaunant 25 mm pločio žiedą į dvi vienodo ilgio dalis, kurių tik briaunos gali būti mechaniškai apdirbtos. Du kiekvieno mėginio paviršiai, atitinkantys cilindro išorinę ir vidinę sieneles, negali būti mechaniškai apdirbti.
3.1.2.2.2. Lenkimo bandymas turi būti daromas naudojant d skersmens šerdį ir du cilindrus, atskirtus nuotoliu d + 3a. Bandymo metu žiedo vidinis paviršius turi būti ant šerdies.
3.1.2.2.3. Mėginys, lenkiamas į vidų aplink šerdį, neturi trūkti, kol bandinio vidiniai kraštai yra ne toliau vienas nuo kito nei šerdies skersmuo (žr. 3 priedo brėžinį).
3.1.2.2.4. Šerdies skersmens ir mėginio storio santykis (n) neturi viršyti šioje lentelėje pateiktų verčių:
| Tikrasis stipris tempiant, Rmt (N/mm2) |
Santykis n |
| Iki 440 imtinai Nuo 440 iki 520 imtinai Nuo 520 iki 600 imtinai Nuo 600 iki 700 imtinai Nuo 700 iki 800 imtinai Nuo 800 iki 900 imtinai Nuo 900 |
2 3 4 5 6 7 8 |
3.1.2.3. Smūginiai bandymai.
3.1.2.3.1. Mėginių smūginis bandymas turi būti daromas pagal LST EN 10045-1:1998 ir LST EN 10045-2:2000.
Smūginis stipris turi būti matuojamas esant minus 20 °C temperatūrai.
Įpjova turi būti statmena cilindro sienelių paviršiams.
Smūginiam bandymui naudojami mėginiai negali būti tiesinami ir šeši mėginio paviršiai turi būti mechaniškai apdirbti, bet tik tiek, kad būtų lygūs.
3.1.2.3.2. Vidutinė smūginio stiprio vertė, gauta atlikus tris smūginius bandymus išilgine arba skersine kryptimi, ir kiekviena atskira bandymo metu gauta vertė negali būti mažesnė už lentelėje nurodytą atitinkamą vertę, išreikštą J/cm2:
|
|
Plienai, kurių Rm ne didesnė už 650 N/mm2 |
Plienai, kurių Rm didesnė už 650 N/mm2 |
||
| išilginis |
skersinis |
išilginis |
skersinis |
|
| Trijų mėginių vidurkis |
33 |
17 |
50 |
25 |
| Kiekvieno atskira vertė |
26 |
13 |
40 |
20 |
3.2. Hidraulinis slėginis suardymo bandymas.
3.2.1. Bandymo sąlygos.
Bandomieji cilindrai privalo būti paženklinti, kaip nurodyta 6 punkte.
3.2.1.1. Hidraulinis slėginis suardymo bandymas turi būti daromas dviem nuosekliais etapais, naudojant bandymo įrenginį, kuris leidžia tolygiai didinti slėgį cilindre, kol jis suyra, ir užrašant slėgio priklausomybės nuo laiko kreivę. Bandymas turi būti daromas esant kambario temperatūrai.
3.2.1.2. Bandymo pirmojo etapo metu slėgis turi būti tolygiai didinamas, kol prasideda plastiškoji deformacija. Slėgio kitimo sparta neturi viršyti 5 bar/s.
Prasidėjus plastiškajai deformacijai (antrasis etapas), slėgio kitimo sparta turi būti perpus ar dar mažesnė nei pirmojo etapo metu ir palaikoma pastovi, kol cilindras suyra.
3.2.2. Bandymo rezultatų aiškinimas.
3.2.2.1. Slėginio suardymo bandymo rezultatų aiškinimas turi apimti:
- slėgio/laiko kreivės nagrinėjimą, siekiant nustatyti suardymo slėgį;
- trūkio ir jo kraštų formos tyrimą;
- patikrinimą, ar cilindro pagrindas neišsilenkė į kitą pusę, bandant įgaubto pagrindo cilindrą.
1. Cilindrų, kurių sienelės storis „a“ ne didesnis nei 7,5 mm:
d) trūkis neturi būti išplitęs į tas cilindro dalis, kurios yra daugiau nei 1,5 karto storesnės už didžiausiąjį storį, išmatuotą pusiau iki cilindro vidurio;
e) išgaubto pagrindo cilindrų trūkis neturi siekti cilindro pagrindo centro. Tačiau leidžiama, kad d) punkte išdėstytos sąlygos nebūtų laikomasi, kai:
a) viršūnė yra kūgio formos arba pagrindas išgaubtas ir trūkis neišplinta į cilindro dalis, kurių skersmuo 0, 75 karto mažesnis už vardinį išorinį cilindro skersmenį;
2. Cilindrams, kurių storis „a“ didesnis už 7,5 mm,
didesnioji trūkio dalis neabejotinai turi būti išilginė.
3.3. Ciklinis slėginis bandymas.
3.3.1. Ciklinis slėginis bandymas turi būti daromas su dviem cilindrais, kurių gamintojas garantuoja, kad jie deramai atitinka mažiausiąsias projekte nurodytas vertes, naudojant korozijos neskatinantį skystį.
3.3.2. Šis bandymas turi būti cikliškas. Didžiausiasis ciklinis slėgis turi būti lygus Ph, arba 2/3 šio slėgio.
Mažiausiasis ciklinis slėgis neturi viršyti 10% didžiausiojo ciklinio slėgio.
Mažiausiasis ciklų skaičius ir didžiausiasis bandymų dažnis parodyti šioje lentelėje:
| Didžiausiasis naudojamas slėgis |
Ph |
2/3 Ph |
| Mažiausiasis ciklų skaičius |
12 000 |
80 000 |
| Didžiausiasis dažnis, ciklais per minutę |
5 |
12 |
Išorinės cilindro sienelės išmatuotoji temperatūra bandymo metu neturi būti didesnė už 50 °C.
Bandymas laikomas patenkinamu, jeigu cilindre po nustatyto ciklų skaičiaus neatsiranda protėkis.
3.4. Hidraulinis bandymas.
3.4.2. Ph slėgis cilindre turi išlikti pakankamai ilgai, kad būtų įmanoma nustatyti, jog slėgis daugiau nemažėja ir cilindras yra sandarus.
3.5. Cilindro vienalytiškumo tikrinimas.
Šis bandymas – tai tikrinimas, ar cilindro išorinio paviršiaus metalo kietumas bet kuriuose dviejuose taškuose pagal Brinelį skiriasi ne daugiau nei 25 HB. Tikrinama naudojant du cilindro skersinius pjūvius, išpjautus prie viršūnės ir pagrindo, lygiais atstumais nutolusiuose keturiuose taškuose.
3.6. Cilindrų partijos vienalytiškumo tikrinimas.
Šis gamintojo daromas kietumo arba kitų atitinkamų savybių bandymas turi patvirtinti, kad pasirenkant pirminę medžiagą (lakštinį metalą, jo ruošinius, vamzdžius) arba termiškai apdorojant nebuvo padaryta klaidų. Tačiau normalizuotų ir neatleistų cilindrų atveju šio bandymo nebūtina daryti su kiekvienu cilindru.
3.7. Pagrindų tikrinimas.
Turi būti daromas cilindro pagrindo meridianinis pjūvis ir vienas iš taip gautų paviršių poliruojamas, kad būtų galima patikrinti mikroskopu didinant nuo 5 iki 10 kartų.
Cilindras privalo būti pripažįstamas defektiniu, jeigu jame aptiktų įtrūkių, porų arba intarpų matmenys laikomi keliančiais pavojų saugai.
4. EB pavyzdžio patvirtinimas
Reglamento 4 str. nurodytas EB pavyzdžio patvirtinimas taip pat gali būti suteiktas ir cilindrų grupei.
Cilindrų grupė – tai toje pačioje įmonėje pagaminti cilindrai, kurie skiriasi tik šių ribų ilgiu:
- mažiausiasis ilgis negali būti mažesnis už 3 cilindro skersmenis;
- didžiausiasis ilgis negali būti 1,5 karto didesnis už išbandyto cilindro ilgį.
4.1. Pareiškėjas EB pavyzdžiui patvirtinti turi pateikti paskirtajai įstaigai kiekvienos cilindrų grupės dokumentus, reikalingus toliau nurodytiems tikrinimams atlikti, ir sudaryti galimybę paskirtajai įstaigai iš 50 cilindrų partijos paimti toliau minimiems bandymams daryti reikalingą cilindrų kiekį. Kartu pateikiama papildoma informacija, reikalinga paskirtajai įstaigai.
4.2. Tvirtindama EB pavyzdį, paskirtoji įstaiga turi:
4.2.1. Patikrinti, ar:
- 2.2 punkte nurodyti skaičiavimai yra teisingi;
- dviejų cilindrų sienelių storis atitinka 2.2 punkto reikalavimus, išmatavus trijuose skerspjūviuose ir per visą pagrindo bei viršūnės išilginių pjūvių apskritimo ilgį;
- laikomasi 2.1 ir 2.3.3 punktų sąlygų;
- visi paskirtosios įstaigos pasirinkti cilindrai tenkina 2. 3.2 punkto reikalavimus;
- cilindrų vidiniai ir išoriniai paviršiai neturi jokių defektų, dėl kurių jie gali būti nesaugūs.
4.2.2. Padaryti šiuos pasirinktų cilindrų bandymus:
- 3.1 punkte nurodytus dviejų cilindrų bandymus; tačiau jeigu cilindro ilgis 1500 mm arba didesnis, tempimo bandymas išilgine kryptimi ir lenkimo bandymai privalo būti daromi naudojant mėginius, paimtus iš aukščiausiosios ir žemiausiosios kevalo srities;
- 3.2 punkte nurodytą dviejų cilindrų bandymą;
- 3.3 punkte nurodytą dviejų cilindrų bandymą;
- 3.5 punkte nurodytą vieno cilindro bandymą;
- 3.7 punkte nurodytą visų cilindrų bandymą.
5. EB patikrinimas
5.1 Kad būtų atliktas EB patikrinimas, cilindrų gamintojas turi:
5.1.2. pateikti kontrolės įstaigai cilindrų gamybai naudojamo plieno sudėties analizės sertifikatus;
5.1.4. pateikti kontrolės įstaigai terminio apdorojimo dokumentus, reikalingus patvirtinti, kad jo tiekiami cilindrai buvo normalizuoti arba grūdinti ir atleisti, bei nurodyti taikytą apdorojimą;
5.2. EB patikrinimo eiga:
5.2.1. kontrolės įstaiga turi:
- įsitikinti, kad buvo gautas EB pavyzdžio patvirtinimo sertifikatas ir cilindrai jį atitinka;
- patikrinti dokumentus, kuriuose pateikti duomenys apie medžiagas;
- patikrinti, ar laikomasi 2 punkte pateiktų techninių reikalavimų, vizualiai apžiūrint cilindrų išorę ir, jeigu įmanoma, vidų, ypač kruopščiai patikrinti, ar konstrukcija ir gamintojo atlikti tikrinimai tenkina 2.3.1 punkto reikalavimus; vizualiai apžiūrint turi būti patikrinama mažiausiai 10% pateiktų cilindrų;
- padaryti 3.1 ir 3.2 punktuose nurodytus bandymus;
- patikrinti, ar 5.1.5 punkto sąraše gamintojo pateikta informacija yra teisinga; tai turi būti daroma atsitiktinės atrankos būdu;
- įvertinti gamintojo atlikto cilindrų partijos vienalytiškumo tikrinimo pagal 3.6 punktą rezultatus.
Jeigu tikrinimų rezultatai yra patenkinami, kontrolės įstaiga išduoda EB patikrinimo sertifikatą, atitinkantį 5 priede pateiktą pavyzdį.
5.2.2 Dviejų tipų bandymams, nurodytiems 3.1 ir 3.2 punktuose, iš kiekvienos 202 cilindrų partijos ar jos dalies, pagamintos iš tokio pat lydinio ir taikant nustatytą terminio apdorojimo procedūrą vienodomis sąlygomis, turi būti paimti du cilindrai.
Su vienu cilindru turi būti daromi 3.1 punkte nurodyti mechaniniai bandymai, su kitu – 3.2 punkte nurodytas suardymo bandymas. Jeigu bus nustatyta, kad bandymai buvo padaryti neteisingai arba padaryta matavimo klaida, bandymai turi būti pakartoti.
Jeigu vieno ar daugiau bandymų rezultatai bent iš dalies nepatenkinami, kontrolės įstaiga turi ištirti priežastį.
5.2.2.1. Jeigu nesėkmė sąlygota ne terminio apdorojimo, cilindrų partija turi būti pripažinta netinkama.
5.2.2.2. Jeigu nesėkmė sąlygota terminio apdorojimo, gamintojas gali pakartotinai termiškai apdoroti visus partijos cilindrus. Po pakartotinio terminio apdorojimo:
- gamintojas turi atlikti 3.6 punkte nurodytą tikrinimą;
- kontrolės įstaiga turi padaryti visus 5.2.2 punkto pirmoje ir antroje pastraipoje nurodytus bandymus.
Jeigu cilindrai nebuvo pakartotinai termiškai apdoroti arba jeigu tikrinimo ir bandymų rezultatai po pakartotinio terminio apdorojimo neatitinka šio Reglamento reikalavimų, cilindrų partija turi būti pripažinta netinkama.
5.2.3. Bandiniai atrenkami ir visi bandymai turi būti daromi dalyvaujant ir prižiūrint kontrolės įstaigos atstovui.
6. Ženklai ir įrašai
Šiame poskyryje nurodyti ženklai ir įrašai turi būti įspausti cilindro viršūnėje matomai, ryškiai ir nenutrinamai.
Ant ne didesnės nei 15 litrų talpos cilindrų ženklai ir įrašai gali būti įspaudžiami ant briaunos arba kitos pakankamai storos cilindro dalies.
Ženklų ir įrašų pavyzdžiai pateikti 2 priede.
6.1. Ženklų įspaudimas.
Nukrypdamas nuo Slėginių indų ir jų kontrolės metodų bendrųjų nuostatų techninio reglamento 1 priedo 3 punkto reikalavimų, gamintojas turi įspausti EB pavyzdžio patvirtinimo ženklą tokia tvarka:
- Cilindrams, kuriems pagal šio Reglamento 4 str. taikomas EB pavyzdžio patvirtinimas ir EB patikrinimas:
- stilizuota raidė;
- šio Reglamento serinis numeris 1;
- didžioji(-iosios) raidė(-ės), nurodanti(-čios) EB pavyzdžio patvirtinimą suteikusią valstybę, ir du paskutiniai metų, kuriais buvos suteiktas pavyzdžio patvirtinimas, skaitmenys;
- EB pavyzdžio patvirtinimo numeris
![]()
- Cilindrams, kuriems pagal šio Reglamento 4 str. EB patikrinimas netaikomas:
- į šešiakampį įrašyta stilizuota raidė;
- šio Reglamento serinis numeris 1;
- didžioji(-iosios) raidė(-ės), nurodanti(-čios) EB pavyzdžio patvirtinimą suteikusią valstybę, ir du paskutiniai metų, kuriais buvos suteiktas pavyzdžio patvirtinimas, skaitmenys;
- EB pavyzdžio patvirtinimo numeris
![]()
Nukrypdama nuo Slėginių indų ir jų kontrolės metodų bendrųjų nuostatų techninio reglamento 2 priedo 3 punkto reikalavimų, kontrolės įstaiga turi uždėti EB patikrinimo ženklą tokia tvarka:
- mažoji e raidė;
- didžioji(-iosios) raidė(-ės), nurodanti(-čios) patikrinimą atlikusią valstybę narę, po raidės(-džių), jeigu reikia, rašomi vienas arba du skaičiai, nurodantys smulkesnį teritorinį regioną;
- kontrolės įstaigos ženklas, kurį uždeda patikrinimą atlikęs pareigūnas, ir, jeigu taikoma, patikrinimą atlikusio pareigūno ženklas;
- šešiakampis;
- tikrinimo data: metai, mėnuo
![]()
6.2. Konstrukcijos įrašai.
Gamintojas turi įspausti šiuos konstrukcijos įrašus:
6.2.1. plienui:
- skaičių, rodantį R vertę (N/mm2), naudotą atliekant skaičiavimus;
- simbolį N (normalizuotam arba normalizuotam ir atleistam cilindrui) arba simbolį T (grūdintam ir atleistam cilindrui);
6.2.3. cilindro tipui:
- cilindro su visomis būtinomis dalimis, išskyrus vožtuvą, masę (kilogramais) ir mažiausiąją cilindro gamintojo garantuotą talpą (litrais).
Masės ir talpos skaičiai turi būti nurodomi dešimtosios dalies tikslumu. Šie dydžiai apvalinami – talpą mažinant, o masę didinant.
4 priedas
| EB PAVYZDŽIO PATVIRTINIMO SERTIFIKATAS
Išduotas ........................................................................................................................... vadovaujantis (Valstybė) ................................................................................................................................................................ (Nacionalinės taisyklės)
pagal Europos Tarybos 1984 m. rugsėjo 17 d. direktyvą 84/525/EEB
DĖL BESIŪLIŲ PLIENINIŲ DUJŲ CILINDRŲ ________________________________________________________________________________
EB patvirtinimo Nr. ................................. Data..................................... Cilindro tipas ......................................................................................................................................... (Cilindrų grupės, kuriai suteiktas EB patvirtinimas, aprašymas)
Ph ...................................D ......................................................... a ......................................................... Lmin .................................Lmax ...................................................................... Vmin .................................................... Vmax .......................................................................................................................................................
Gamintojas arba gamintojo atstovas.................................................................................................... (Gamintojo arba gamintojo atstovo pavadinimas ir adresas) ................................................................................................................................................................ ................................................................................................................................................................ ................................................................................................................................................................ ................................................................................................................................................................ ................................................................................................................................................................ ................................................................................................................................................................
EB pavyzdžio patvirtinimo ženklas
Pavyzdžio, pateikto EB patvirtinimui gauti, tikrinimo rezultatai ir pagrindinių pavyzdžio ypatybių aprašymas pridedami.
Visą informaciją galima gauti iš............................................................................................................. (Patvirtinimą suteikiančios institucijos pavadinimas ir adresas)
Data ........................Vieta ................................... ........................................................ (Parašas)
|
______________
EB PAVYZDŽIO PATVIRTINIMO SERTIFIKATO TECHNINIS PRIEDAS
1. Pavyzdžio, pateikto EB patvirtinimui gauti, tyrimo rezultatai.
2. Informacija apie pagrindines pavyzdžio ypatybes:
- cilindro tipo, kuriam suteiktas pavyzdžio patvirtinimas, išilginis skerspjūvis, kuriame nurodyta:
- vardinis išorinis skersmuo D;
- mažiausiasis cilindro sienelės storis a;
- mažiausiasis cilindro pagrindo ir viršūnės storis;
- mažiausiasis ir didžiausiasis ilgiai Lmin, Lmax;
- talpa arba talpos Vmin, Vmax;
- slėgis Ph;
- gamintojo pavadinimas/brėžinio Nr. ir data;
- cilindro tipo pavadinimas;
- plienas pagal 2.1 punktą (tipas, cheminė sudėtis, gamybos būdas, terminis apdorojimas, garantuojamos mechaninės savybės (stipris tempiant – takumo taškas)).
______________
5 priedas
| EB PATIKRINIMO SERTIFIKATAS
Europos Tarybos 1984 m. rugsėjo 17 d. direktyvos 84/525/EEB taikymas
Kontrolės įstaiga .................................................................................................................................... ................................................................................................................................................................ ................................................................................................................................................................ ................................................................................................................................................................ EB pavyzdžio patvirtinimo Nr. ............................................................................................................. ................................................................................................................................................................ ................................................................................................................................................................ ................................................................................................................................................................ Cilindrų aprašymas ................................................................................................................................ ................................................................................................................................................................ ................................................................................................................................................................ EB patikrinimo Nr. ................................................................................................................................ Partijos Nr.......................... iki............................. Gamintojas............................................................................................................................................. (Pavadinimas ir adresas) ................................................................................................................................................................ ................................................................................................................................................................ ................................................................................................................................................................ ................................................................................................................................................................ Kilmės šalis.............................. Ženklas .................................................
Savininkas ............................................................................................................................................. (Pavadinimas ir adresas) ................................................................................................................................................................ ................................................................................................................................................................ ................................................................................................................................................................ Užsakovas ............................................................................................................................................. ................................................................................................................................................................ (Pavadinimas ir adresas)
|
PATIKRINIMO BANDYMAI
1. CILINDRŲ BANDINIŲ MATMENYS
| Bandymo Nr. |
Partijos Nr. nuo.......................... iki............................. |
Vandens talpa (litrais) |
Tuščio cilindro masė (kg) |
Mažiausiasis išmatuotasis storis |
|
| sienelės (mm) |
pagrindo (mm) |
||||
|
|
|
|
|
|
|
2. CILINDRŲ BANDINIŲ MECHANINIAI BANDYMAI
| Bandymo Nr. |
Terminis apdorojimas |
Tempimo bandymas |
Smūginis bandymas |
180° lenkimo bandymas nesutraukant |
Hidraulinis slėginis suardymo bandymas |
Trūkio aprašymas (Pridedamos kreivės aprašymas) |
||||
| mėginys pagal LST EN 10002-1:1998: a) ³ 3 mm b) < 3 mm |
takumo taškas Re (N/mm2) |
stipris tempiant Rmt (N/mm2) |
Pailgėjimas A (%) |
mėginių su įpjova išbandymas pagal Šarpį esant – 20° C, mėginio plotis ……(mm) |
||||||
| vidurkis (J/cm2) |
mažiausiasis (J/cm2) |
|||||||||
|
|
|
|
|
|
|
|
|
|
|
|
| Nurodyti mažiausieji dydžiai |
|
|
|
|
|
|
|
|||
Aš, žemiau pasirašęs, šituo pareiškiu, kad patikrinau, jog Europos Tarybos 1984 m. rugsėjo 17 d. direktyvos 84/525/EEB 1 priedo 5.2 poskyryje nustatyti tikrinimo veiksmų, bandymų ir tikrinimų rezultatai atitinka reikalavimus.
Esminės pastabos .......................................................................................................................
....................................................................................................................................................
....................................................................................................................................................
....................................................................................................................................................
....................................................................................................................................................
....................................................................................................................................................
Bendrosios pastabos ..................................................................................................................
....................................................................................................................................................
....................................................................................................................................................
....................................................................................................................................................
....................................................................................................................................................
Data....................................... Vieta ...........................................
(Inspektoriaus (parašas))
Kieno vardu ...............................................................................................................................
(Kontrolės (įstaiga))
______________
PATVIRTINTA
Lietuvos Respublikos ūkio ministro
2001 m. kovo 28 d. įsakymu Nr. 110
2 priedas
NELEGIRUOTOJO ALIUMINIO IR ALIUMINIO LYDINIO BESIŪLIŲ DUJŲ CILINDRŲ TECHNINIS REGLAMENTAS
Reglamento paskirtis ir įsigaliojimo data
Šis techninis reglamentas (toliau – Reglamentas) skirtas nelegiruotojo aliuminio ir aliuminio lydinio besiūlių dujų cilindrų saugai, vartotojų bei galutinių naudotojų interesų apsaugai ir nustato į Lietuvos rinką teikiamų šių dujų cilindrų techninius reikalavimus, kontrolės metodus bei ženklinimą.
Reglamentu įteisinama Tarybos direktyva 84/526/EEB „Dėl valstybių narių įstatymų, susijusių su nelegiruotojo aliuminio ir aliuminio lydinio besiūliais dujų cilindrais, suderinimo“.
Reglamentas įsigalioja nuo 2002 m. sausio 1 dienos.
Reglamento taikymo sritis
1 straipsnis
1. Šis Reglamentas taikomas nelegiruotojo aliuminio ir aliuminio lydinio besiūliams dujų cilindrams, sudarytiems iš vienos dalies, kuriuos galima pakartotinai pripildyti bei transportuoti ir kurių talpa yra nuo 0,5 iki 150 litrų imtinai, skirtiems suslėgtosioms, suskystintosioms arba ištirpintosioms dujoms laikyti.
Nelegiruotojo aliuminio ir aliuminio lydinio besiūliai dujų cilindrai (toliau – cilindrai) – tai slėginių indų rūšis.
2 straipsnis
3 straipsnis
Negalima drausti arba riboti EB tipo cilindro, atitinkančio Slėginių indų ir jų kontrolės metodų bendrųjų nuostatų ir šio techninių reglamentų reikalavimus, pardavimo bei pateikimo eksploatuoti dėl priežasčių, susijusių su jo konstrukcija ir kontrole pagal Slėginių indų ir jų kontrolės metodų bendrųjų nuostatų bei šį techninius reglamentus.
4 straipsnis
5 straipsnis
6 straipsnis
7 straipsnis
Ūkio ministerija turi paskirti įstaigą (toliau – paskirtoji įstaiga), kuriai bus pavesta atlikti slėginių indų EB pavyzdžio patvirtinimo procedūras, bei indų kontrolės įstaigą(-as) (toliau – kontrolės įstaiga), kuriai(-ioms) bus pavesta atlikti slėginių indų EB patikrinimo procedūras.
Slėginių indų rinkos priežiūrą turi atlikti Valstybinė ne maisto produktų inspekcija prie Lietuvos Respublikos ūkio ministerijos.
Kol bus pasirašytas Protokolas prie Europos sutarties, steigiančios Europos bendrijų bei jų šalių narių ir Lietuvos Respublikos asociaciją dėl atitikties įvertinimo ir pramonės gaminių pripažinimo, Lietuvos paskirtosios ir kontrolės įstaigos gali atlikti tik į Lietuvos rinką tiekiamų slėginių indų pavyzdžio patvirtinimą ir patikrinimą pagal šiame bei Slėginių indų ir jų kontrolės metodų bendrųjų nuostatų techniniuose reglamentuose nustatytus EB pavyzdžio patvirtinimo ir EB patikrinimo reikalavimus. Šiuo atveju vietoje 1 priedo 6 punkte nustatytų valstybę nurodančių raidžių turi būti dedamas atitikties sertifikavimo ženklas pagal LST 1212-92.
1 priedas
1. Priede vartojami terminai ir simboliai
1.1. Takumo įtempis.
Šiame Reglamente nurodytoms slėginėms dalims skaičiuoti turi būti taikomos šios takumo įtempio vertės:
- aliuminio lydiniams – santykinis 0,2% takumo taškas Rp 0,2, t. y. įtempio vertė, sukelianti neproporcingą mėginio pailgėjimą, lygų 0,2% pradinio ilgio;
- nelegiruotajam ir nesukietintajam aliuminiui – 1% neproporcingo pailgėjimo.
1.2. Suardymo slėgis.
Šiame Reglamente suardymo slėgis – tai slėgis, kuriam esant prasideda plastinis tekėjimas, t. y. didžiausiasis slėginio suardymo bandyme pasiekiamas slėgis.
1.3. Simboliai.
Šiame priede vartojami simboliai reiškia:
| Ph |
– |
hidraulinio bandymo slėgis, barais; |
| Pr |
– |
cilindro suardymo slėgis, išmatuotas darant suardymo bandymą, barais; |
| Prt |
– |
apskaičiuotasis mažiausiasis teorinis suardymo slėgis, barais; |
| Re |
– |
mažiausioji cilindrų gamintojo garantuota takumo įtempio vertė, N/mm2; |
| Rm |
– |
mažiausioji cilindrų gamintojo garantuota stiprio tempiant vertė, N/mm2; |
| a |
– |
apskaičiuotasis mažiausiasis cilindro cilindrinės dalies sienelės storis, mm; |
| D |
– |
vardinis išorinis cilindro skersmuo, mm; |
| Rmt |
– |
tikroji stiprio tempiant vertė, N/mm2; |
| d |
– |
lenkimo bandymo šerdies skersmuo, mm; |
2. Techniniai reikalavimai
2.1. Naudojamos medžiagos, terminis apdorojimas ir mechaninis apdirbimas.
2.1.1. Aliuminio lydinys arba nelegiruotasis aliuminis turi būti apibūdinamas pagal jo gamybos būdą, vardinę cheminę sudėtį, cilindro terminį apdorojimą, cilindro atsparumą korozijai ir mechanines ypatybes. Gamintojas, atsižvelgdamas į toliau nurodomus reikalavimus, turi pateikti atitinkamą informaciją. Bet koks tokios informacijos pasikeitimas turi būti laikomas suderintu su plieno rūšies pakeitimu EB pavyzdžio patvirtinimo požiūriu. 2.1.2. Cilindrų gamybai leidžiama naudoti:
b) 1 lentelėje nurodytos cheminės sudėties aliuminio lydinius, kuriems buvo taikyti 2 lentelėje nurodyti terminio apdorojimo ir mechaninio apdirbimo būdai.
1 lentelė
|
|
Cheminė sudėtis, % |
||||||||||
| Cu |
Mg |
Si |
Fe |
Mn |
Zn |
Cr |
Ti+Zr |
Ti |
Iš viso kitų |
Al |
|
| B lydinys Maž. Didž. |
- 0,10 |
4,0 5,1 |
- 0,5 |
- 0,5 |
0,5 1,0 |
- 0,2 |
- 0,25 |
- 0,20 |
- 0,10 |
0,15 |
Likutis |
| C lydinys Maž. Didž. |
- 0,10 |
0,6 1,2 |
0,7 1,7 |
- 0,5 |
0,4 1,0 |
- 0,2 |
- 0,25 |
- - |
- 0,10 |
0,15 |
Likutis |
2 lentelė
|
|
Terminis apdorojimas ir mechaninis apdirbimas |
| B lydinys |
1. Ruošinių pasyvinimas: - trukmę nustato gamintojas, - temperatūra nuo 210 iki 260°C. 2. Šaltasis presavimas ne didesniu nei 30 % deformavimo laipsniu. 3. Viršūnės formavimas: proceso pabaigoje metalo temperatūra turi būti ne mažesnė nei 300°C. |
| C lydinys |
1. Laikymas tirpale prieš grūdinimą: - trukmę nustato gamintojas, - temperatūra jokiu būdu ne mažesnė nei 525 °C ir ne didesnė nei 550 °C. 2. Grūdinimas. 3. Dirbtinis sendinimas: - trukmę nustato gamintojas, – temperatūra nuo 140 iki 190°C. |
2.1.3. Cilindrų gamintojas turi gauti ir pateikti medžiagos, kuri naudojama cilindrams gaminti, sudėties analizės sertifikatą.
2.1.4. Turi būti galimybė atlikti nepriklausomą analizę. Ši analizė turi būti taikoma bandiniams, paimtiems iš pusgaminių, kurie tiekiami cilindrų gamintojui, arba iš užbaigtų cilindrų. Kai nusprendžiama bandinį paimti iš cilindro, jį leidžiama imti iš vieno iš cilindrų, kurie anksčiau buvo atrinkti 3.1 punkte nurodytiems mechaniniams arba 3.2 punkte nurodytam suardymo slėgio bandymams daryti.
2.1.5. Punkto 2.1.2 b) ir c) dalyse nurodytų lydinių terminis apdorojimas ir mechaninis apdirbimas.
2.1.5.1. Paskutinis cilindro gamybos procesas, neskaitant baigiamojo mechaninio apdirbimo, turi būti dirbtinis sendinimas.
2.1.5.1.1. Gamintojas turi nurodyti atliekamo baigiamojo apdorojimo charakteristikas, t. y.:
- vardines tirpalo ir dirbtinio sendinimo temperatūras;
- vardines naudingo išlaikymo tirpalo ir dirbtinio sendinimo temperatūrose trukmes.
Gamintojas, termiškai apdorodamas cilindrus, turi laikytis šių parametrų, nepažeisdamas tokių ribų:
- tirpalo temperatūra ± 5°C;
- dirbtinio sendinimo temperatūra ± 5 °C;
- naudingo išlaikymo trukmė ± 10%.
2.1.5.1.2. Tačiau gamintojas gali nurodyti tirpalo ir dirbtinio sendinimo temperatūrų diapazoną taip, kad skirtumas tarp jo ribinių reikšmių neviršytų 20°C. Kiekvienai šių ribinių reikšmių gamintojas turi nurodyti vardinę naudingo išlaikymo jose trukmę.
Vardinė naudingo išlaikymo kiekvienoje tarpinėje temperatūroje trukmė turi būti nustatoma tiesiškai interpoliuojant (laikymo tirpale trukmei nustatyti) ir tiesiškai interpoliuojant laiko logaritmą (dirbtinio sendinimo trukmei nustatyti).
Gamintojas privalo cilindrus termiškai apdoroti temperatūroje, patenkančioje į ribas, nurodytas tam tikrai naudingo išlaikymo trukmei, kuri negali skirtis nuo vardinės trukmės, apskaičiuotos minėtais būdais, daugiau nei 10%.
2.1.5.1.3. Baigiamojo terminio apdorojimo charakteristikas gamintojas privalo nurodyti byloje, kuri teikiama EB patikrinimui.
2.1.5.2. Cilindrų gamyba, kurios metu netaikomas grūdinimas ir dirbtinis sendinimas.
2.1.5.2.1. Gamintojas turi nurodyti paskutinio terminio apdorojimo, atlikto aukštesnėje nei 200°C temperatūroje, charakteristikas, jeigu reikia, atsižvelgdamas į atskirų cilindro dalių skirtumus.
Be to, jis privalo nurodyti visas formavimo operacijas (pvz.: išspaudimą (presavimą), ištempimą ar viršūnės formavimą), kurių metu metalo temperatūra neviršija 200°C ir po kurių netaikytas terminis apdorojimas temperatūroje, aukštesnėje nei minėta, taip pat nurodyti labiausiai šaltosios deformacijos būdų paveiktą suformuoto cilindro sritį ir atitinkamą šaltosios deformacijos laipsnį.
![]() Šaltosios deformacijos laipsnis apibrėžiamas kaip santykis , čia S yra pradinis skerspjūvis, o s – galutinis skerspjūvis.
Šaltosios deformacijos laipsnis apibrėžiamas kaip santykis , čia S yra pradinis skerspjūvis, o s – galutinis skerspjūvis.
Gamintojas turi laikytis šių terminio apdorojimo ir formavimo charakteristikų, nepažeisdamas tokių apribojimų:
- terminio apdorojimo trukmė ±10% ir temperatūra ±5°C;
- labiausiai šaltosios deformacijos būdų paveikto skerspjūvio šaltosios deformacijos laipsnis turi būti ±6%, kai cilindro skersmuo yra mažesnis arba lygus 100 mm, ir ±3%, kai cilindro skersmuo yra didesnis nei 100 mm.
2.1.5.2.2. Tačiau gamintojas gali nurodyti terminio apdorojimo temperatūrų diapazoną taip, kad skirtumas tarp jo ribinių reikšmių neviršytų 20°C. Kiekvienai šių ribinių reikšmių gamintojas turi nurodyti vardinę naudingo išlaikymo jose trukmę.
Vardinė naudingo išlaikymo kiekvienoje tarpinėje temperatūroje trukmė turi būti nustatoma tiesiškai interpoliuojant.
Gamintojas privalo cilindrus termiškai apdoroti temperatūroje, patenkančioje į ribas, nurodytas tam tikrai naudingo išlaikymo trukmei, kuri negali skirtis nuo vardinės trukmės, apskaičiuotos minėtais būdais, daugiau nei 10%.
2.1.5.3. Jeigu gamintojas nusprendžia terminio apdorojimo temperatūrų diapazoną nurodyti pagal 2.1.5.1.2 ir 2.1.5.2.2 punktų nuostatas, EB pavyzdžio patvirtinimo procedūrai atlikti jis turi pateikti du cilindrų komplektus: vieną – sudarytą iš cilindrų, termiškai apdorotų žemiausioje diapazono temperatūroje, o kitą – sudarytą iš cilindrų, termiškai apdorotų aukščiausioje temperatūroje ir per atitinkamai trumpesnį laiko tarpą.
2.2. Slėginių dalių skaičiavimas.
2.2.1. Cilindrinės dujų cilindrų dalies storis turi būti ne mažesnis nei apskaičiuotasis pagal šią formulę:

čia:
- R yra mažesnysis iš šių dviejų dydžių:
- Re, – 0.85 Rm.
2.2.3. Apatinio ir viršutinio galų storis bei forma turi atitikti 3.2 punkto (suardymo) ir 3.3 punkto (ciklinio slėginio) bandymų reikalavimus.
2.3. Konstrukcija ir apdaila.
2.3.1. Gamintojas turi tikrinti kiekvieno cilindro storį ir apžiūrėti cilindro vidinio bei išorinio paviršiaus būklę, kad būtų patvirtinta jog:
- sienelės storis jokiame taške nėra mažesnis už nurodytąjį brėžinyje;
- išoriniame ir vidiniame cilindro paviršiuose nėra defektų, kurie galėtų sumažinti cilindro eksploatavimo saugumą.
2.3.2. Cilindrinio kevalo nuokrypis nuo apskritumo turi būti apribotas taip, kad to paties skerspjūvio didžiausiojo ir mažiausiojo išorinio skersmenų skirtumas nebūtų didesnis nei 1,5% šių skersmenų vidurkio.
Kevalo cilindrinės dalies sienelės didžiausiasis nuokrypis nuo tiesiosios linijos negali būti didesnis už 3 mm/m.
2.3.3. Cilindro pagrindo atraminiai žiedai, jeigu jie yra, turi būti pakankamai stiprūs ir pagaminti iš medžiagos, kuri korozijos požiūriu yra suderinama su medžiaga, iš kurios pagamintas cilindras. Pagrindo atraminio žiedo forma privalo užtikrinti pakankamą cilindro stabilumą. Pagrindo atraminiai žiedai privalo būti įtaisyti taip, kad nesąlygotų vandens kaupimosi arba jo prasiskverbimo tarp žiedo ir cilindro.
3. Bandymai
3.1. Mechaniniai bandymai.
Išskyrus toliau išdėstytus reikalavimus, mechaniniai bandymai turi būti daromi laikantis šių standartų:
- LST EN 10002-1:1998 plieno tempimo bandymui;
- LST EN 10003-1, LST EN 10003-2, LST EN 10003-3
Brinelio kietumo bandymui;
- Lietuvos standarto, kuriuo bus perimta Europos norma 6-55 plieno lenkimo bandymui;
- LST EN 10002-1:1998 plieno lakštų ir juostų, kurių storis mažesnis už 3 mm, tempimo bandymui;
- Lietuvos standarto, kuriuo bus perimta Europos norma 12-55 plieno lakštų ir juostų, kurių storis mažesnis už 3 mm, lenkimo bandymui;
3.1.1. Bendrieji reikalavimai.
Visi mechaniniai bandymai, skirti cilindrams gaminti naudojamo metalo kokybei patikrinti, turi būti daromi su metalu, paimtu iš baigtų cilindrų.
3.1.2. Bandymų tipai ir jų rezultatų įvertinimas.
Su kiekvienu bandomuoju cilindru turi būti daromas vienas tempimo bandymas išilgine kryptimi ir keturi lenkimo bandymai apskritimo kryptimi.
3.1.2.1. Tempimo bandymas.
3.1.2.1.1. Mėginys, kuriam daromas tempimo bandymas, turi atitikti LST EN 10002-1:1998 sąlygas. Jei jo storis mažesnis už 3 mm, etaloninis mėginio plotis ir ilgis turi būti atitinkamai 12,5 ir 50 mm, neatsižvelgiant į mėginio storį.
Du mėgino paviršiai, atitinkantys vidinę ir išorinę cilindro sieneles, mechaniškai neturi būti apdirbti.
2.1.2 punkto b) dalyje nurodytų B lydinių pailgėjimas po trūkio turi būti ne mažesnis nei 12%, jeigu darant tempimo bandymą buvo naudojamas vienas mėginys, paimtas iš cilindro sienelės. Tempimo bandymas taip pat gali būti daromas su keturiais visoje cilindro sienelėje tolygiai išdėstytais mėginiais. Šių bandymų rezultatai turi būti tokie:
- jokia individuali vertė neturi būti mažesnė nei 11%;
- keturių matavimų vidurkis turi būti bent 12%.
Nelegiruotojo aliuminio atveju pailgėjimas po trūkio turi būti ne mažesnis nei 12%.
3.1.2.1.3. Stiprio tempiant vertė turi būti ne mažesnė nei Rm.
Tempimo bandymo metu nustatytas takumo įtempis turi atitikti cilindro skaičiavimams naudojamą 1.1 punkte nurodytą vertę.
Takumo įtempio vertė turi būti ne mažesnė nei Re.
3.1.2.2. Lenkimo bandymas.
3.1.2.2.1. Lenkimo bandymas turi būti daromas naudojant mėginius, gautus perpjaunant 3a pločio žiedą į dvi lygias dalis; mėginio plotis jokiu būdu negali būti mažesnis nei 25 mm. Mechaniškai gali būti apdirbtos tik žiedo briaunos. Jos gali būti užapvalintos ne didesniu nei 1/10 mėginio storio spinduliu arba nusklembti 45% kampu.
3.1.2.2.2. Lenkimo bandymas turi būti daromas naudojant d skersmens šerdį ir du cilindrus, atskirtus nuotoliu d + 3a. Bandymo metu žiedo vidinis paviršius turi būti ant šerdies.
3.1.2.2.3. Mėginys, lenkiamas į vidų aplink šerdį, neturi trūkti, kol bandinio vidiniai kraštai yra ne toliau vienas nuo kito nei šerdies skersmuo (žr. 2 priedėlio brėžinį).
3.2. Hidraulinis slėginis suardymo bandymas. 3.2.1. Bandymo sąlygos.
Bandomieji cilindrai privalo būti paženklinti, kaip
nurodyta 6 punkte.
3.2.1.1. Hidraulinis slėginis suardymo bandymas turi būti daromas dviem nuosekliais etapais, naudojant bandymo įrenginį, kuris leidžia tolygiai didinti slėgį cilindre, kol jis suyra, ir užrašant slėgio priklausomybės nuo laiko kreivę. Bandymas turi būti daromas esant kambario temperatūrai.
3.2.1.2. Bandymo pirmojo etapo metu slėgis turi būti tolygiai didinamas, kol prasideda plastiškoji deformacija. Slėgio kitimo sparta neturi viršyti 5 bar/s.
Prasidėjus plastiškajai deformacijai (antrasis etapas), slėgio kitimo sparta turi būti perpus ar dar mažesnė nei pirmojo etapo metu ir palaikoma pastovi, kol cilindras suyra.
3.2.2. Bandymo rezultatų aiškinimas.
3.2.2.1. Slėginio suardymo bandymo rezultatų aiškinimas turi apimti:
- slėgio/laiko kreivės nagrinėjimą, siekiant nustatyti suardymo slėgį;
- trūkio ir jo kraštų formos tyrimą;
- bandant įgaubto pagrindo cilindrą, patikrinimą, ar cilindro pagrindas neišsilenkė į kitą pusę.
3.2.2.2. Išmatuotasis suardymo slėgis (Pr) turi būti didesnis už apskaičiuotąjį pagal formulę:
|
Prt =.
|
|
|
1. Cilindrų, kurių sienelės storis 13 mm arba mažiau:
- didesnioji trūkio dalis neabejotinai turi būti išilginė;
- trūkis negali turėti atsišakojimų;
- trūkis neturi būti išplitęs apskritimais iš abiejų pusių nuo pagrindinės dalies daugiau nei 90-0;
- trūkis neturi būti išplitęs į tas cilindro dalis, kurios yra daugiau nei 1,5 karto storesnės už didžiausiąjį storį, išmatuotą pusiau iki cilindro vidurio; tačiau išgaubto pagrindo cilindrų trūkis neturi siekti cilindro pagrindo centro.
2. Cilindrų, kurių sienelės storis yra didesnis nei 13 mm, didesnioji trūkio dalis turi būti išilginė.
3.2.2.5. Trūkis neturi atskleisti jokio akivaizdaus metalo defekto. 3.3. Ciklinis slėginis bandymas.
3.3.2. Ciklinis slėginis bandymas turi būti daromas su dviem cilindrais, kurių gamintojas garantuoja, kad jie deramai atitinka mažiausiąsias projekte nurodytas vertes, naudojant korozijos neskatinantį skystį.
3.3.3. Šis bandymas turi būti cikliškas. Didžiausiasis ciklinis slėgis turi būti lygus Ph, arba 2/3 šio slėgio.
Mažiausiasis ciklinis slėgis neturi viršyti 10% didžiausiojo ciklinio slėgio.
Mažiausiasis ciklų skaičius ir didžiausiasis bandymų dažnis parodyti šioje lentelėje:
| Didžiausiasis naudojamas slėgis |
Ph |
2/3 Ph |
| Mažiausiasis ciklų skaičius |
12 000 |
80 000 |
| Didžiausiasis dažnis, ciklais per minutę |
5 |
12 |
Išorinės cilindro sienelės išmatuotoji temperatūra bandymo metu neturi būti didesnė už 50°C.
Bandymas laikomas patenkinamu, jeigu cilindre po nustatyto ciklų skaičiaus neatsiranda protėkis.
3.4. Hidraulinis bandymas.
3.4.2. Ph slėgis cilindre turi išlikti pakankamai ilgai, kad būtų įmanoma nustatyti, jog slėgis daugiau nemažėja ir cilindras yra sandarus.
3.5. Cilindro vienalytiškumo tikrinimas.
Šis bandymas – tai tikrinimas, ar cilindro išorinio paviršiaus metalo kietumas bet kuriuose dviejuose taškuose pagal Brinelį skiriasi ne daugiau nei 15 HB. Tikrinama naudojant du cilindro skersinius pjūvius, išpjautus prie viršūnės ir pagrindo, lygiais atstumais nutolusiuose keturiuose taškuose.
3.6. Cilindrų partijos vienalytiškumo tikrinimas.
Šis gamintojo daromas kietumo arba kitų atitinkamų savybių bandymas turi patvirtinti, kad pasirenkant pirminius ruošinius arba atliekant terminį apdorojimą nebuvo padaryta klaidų.
3.7. Pagrindų tikrinimas.
Turi būti daromas cilindro pagrindo meridianinis pjūvis ir paviršius poliruojamas, kad būtų galima patikrinti mikroskopu didinant nuo 5 iki 10 kartų.
Cilindras privalo būti pripažįstamas defektiniu, jeigu jame aptiktų įtrūkių, porų arba intarpų matmenys laikomi keliančiais pavojų saugai.
4. EB pavyzdžio patvirtinimas
4.1. Reglamento 4 str. nurodytas EB pavyzdžio patvirtinimas gali būti suteiktas cilindrų tipui arba grupei.
Cilindrų tipas – tai tos pačios paskirties bei vienodo storio cilindrai, aprūpinti tokiais pačiais priedais, pagaminti tame pačiame ceche iš vienodų techninių charakteristikų lakštinio metalo, suvirinti taikant tą patį procesą ir termiškai apdoroti tomis pačiomis sąlygomis.
Cilindrų grupė – tai toje pačioje įmonėje pagaminti trijų dalių cilindrai, kurie skiriasi tik šių ribų ilgiu:
- mažiausiasis ilgis negali būti mažesnis už 3 cilindro skersmenis;
- didžiausiasis ilgis negali būti 1,5 karto didesnis už išbandyto cilindro ilgį.
4.1. Pareiškėjas EB pavyzdžiui patvirtinti turi pateikti paskirtajai įstaigai kiekvienos cilindrų grupės dokumentus, reikalingus toliau nurodytiems tikrinimams atlikti, ir sudaryti galimybę paskirtajai įstaigai iš 50 cilindrų partijos, arba dviejų partijų po 25 cilindrus (pagal 2.1.5.3 punktą), paimti toliau minimiems bandymams daryti reikalingą cilindrų kiekį. Kartu pateikiama ir papildoma informacija, reikalinga paskirtajai įstaigai.
4.2. Tvirtindama EB pavyzdį, paskirtoji įstaiga turi:
4.2.1. Patikrinti, ar:
- 2.2 punkte nurodyti skaičiavimai yra teisingi;
- dviejų cilindrų sienelių storis atitinka 2.2 punkto reikalavimus, išmatavus trijuose skerspjūviuose ir per visą pagrindo bei viršūnės išilginių pjūvių apskritimo ilgį;
- laikomasi 2.1 ir 2.3.3 punktų sąlygų;
- visi paskirtosios įstaigos pasirinkti cilindrai tenkina 2.
3.2 punkto reikalavimus;
- cilindrų vidiniai ir išoriniai paviršiai neturi jokių defektų, dėl kurių jie gali būti nesaugūs.
4.2.2. Padaryti šiuos pasirinktų cilindrų bandymus:
- atsparumo korozijai bandymus: tarpkristalinės korozijos ir įtempio korozijos bandymus su 12 mėginių, kaip aprašyta 2 priede;
- 3.1 punkte nurodytus dviejų cilindrų bandymus; tačiau jeigu cilindro ilgis 1500 mm arba didesnis, tempimo bandymas išilgine kryptimi ir lenkimo bandymai privalo būti daromi naudojant mėginius, paimtus iš aukščiausiosios ir žemiausiosios kevalo srities;
- 3.2 punkte nurodytą dviejų cilindrų bandymą;
- 3.3 punkte nurodytą dviejų cilindrų bandymą;
- 3.5 punkte nurodytą vieno cilindro bandymą;
- 3.7 punkte nurodytą visų cilindrų bandymą.
5. EB patikrinimas
5.1 Kad būtų atliktas EB patikrinimas, cilindrų gamintojas turi:
5.1.2. pateikti kontrolės įstaigai cilindrų gamybai naudojamų medžiagų liejinio sudėties analizės sertifikatus;
5.1.3. turėti priemones medžiagos, iš kurios pagamintas kiekvienas cilindras, sudėčiai identifikuoti;
5.1.4. pateikti kontrolės įstaigai terminio apdorojimo ir mechaninio apdirbimo dokumentus bei patvirtinti, kad termiškai apdirbta ir mechaniškai apdorota 2.1.5 punkte nurodyta tvarka;
5.2. EB patikrinimo eiga:
5.2.1. Kontrolės įstaiga turi:
- įsitikinti, kad buvo gautas EB pavyzdžio patvirtinimo sertifikatas ir cilindrai jį atitinka;
- patikrinti dokumentus, kuriuose pateikti duomenys apie medžiagas;
- patikrinti, ar laikomasi 2 punkte pateiktų techninių reikalavimų, vizualiai apžiūrint cilindrų išorę ir, jeigu įmanoma, vidų, ypač kruopščiai patikrinti, ar konstrukcija ir gamintojo atlikti tikrinimai tenkina 2.3.1 punkto reikalavimus; vizualiai apžiūrint turi būti patikrinama mažiausiai 10% pateiktų cilindrų;
- su 2.1.2 punkto c) dalyje nurodytais lydiniais padaryti trijų mėginių, paimtų iš cilindro viršūnės, pagrindinės dalies ir pagrindo, atsparumo tarpkristalinei korozijai bandymą pagal 2 priedo 1 punktą;
- padaryti 3.1 ir 3.2 punktuose nurodytus bandymus;
- patikrinti, ar 5.1.5 punkto sąraše gamintojo pateikta informacija yra teisinga; tai turi būti daroma atsitiktinės atrankos būdu;
- įvertinti gamintojo atlikto cilindrų partijos vienalytiškumo tikrinimo pagal 3.6 punktą rezultatus.
Jeigu tikrinimų rezultatai yra patenkinami, kontrolės įstaiga išduoda EB patikrinimo sertifikatą, atitinkantį 4 priede pateiktą pavyzdį.
5.2.2 Dviejų tipų bandymams, nurodytiems 3.1 ir 3.2 punktuose, iš kiekvienos 202 cilindrų partijos ar jos dalies, pagamintos iš tokio pat lydinio ir taikant nustatytą terminio apdorojimo procedūrą vienodomis sąlygomis, turi būti paimti du cilindrai.
Su vienu cilindru turi būti daromi 3.1 punkte nurodyti mechaniniai bandymai, su kitu – 3.2 punkte nurodytas suardymo bandymas. Jeigu bus nustatyta, kad bandymai buvo padaryti neteisingai arba padaryta matavimo klaida, bandymai turi būti pakartoti.
Jeigu vieno ar daugiau bandymų rezultatai bent iš dalies nepatenkinami, kontrolės įstaiga turi ištirti priežastį.
5.2.2.1. Jeigu nesėkmė sąlygota ne terminio apdorojimo, cilindrų partija turi būti pripažinta netinkama.
5.2.2.2. Jeigu nesėkmė sąlygota terminio apdorojimo, gamintojas gali papildomai termiškai apdoroti visus partijos cilindrus. Papildomai termiškai apdoroti cilindrus galima tik vieną kartą.
Po papildomo terminio apdorojimo:
- gamintojas turi atlikti 3.6 punkte nurodytą tikrinimą;
- kontrolės įstaiga turi padaryti visus 5.2.2 punkte nurodytus bandymus.
Tikrinimo rezultatai po papildomo terminio apdorojimo turi atitikti šio Reglamento reikalavimus.
5.2.3. Bandiniai atrenkami ir visi bandymai turi būti daromi dalyvaujant ir prižiūrint kontrolės įstaigos atstovui. Tačiau atliekant 5.2.1 punkto ketvirtojoje pastraipoje nurodytą bandymą kontrolės įstaiga gali apsiriboti dalyvavimu tik pasirenkant bandinius ir nagrinėjant rezultatus.
5.3. EB patikrinimo išimtys.
Pagal Slėginių indų ir jų kontrolės metodų bendrųjų nuostatų techninio reglamento 15 a) str., šio Reglamento 4 str. minimų cilindrų visus 5.2 punkte nurodytus bandymus ir tikrinimo operacijas gamintojas turi atlikti savo atsakomybe.
Gamintojas kontrolės įstaigai turi pateikti visus dokumentus ir bandymų bei tikrinimų ataskaitas.
6. Ženklai ir įrašai
Šiame poskyryje nurodyti ženklai ir įrašai turi būti užrašyti cilindro viršūnėje.
Ant ne didesnės nei 15 litrų talpos cilindrų ženklai ir įrašai gali būti užrašyti viršūnėje arba ant kitos pakankamai storos cilindro dalies.
Ant cilindrų, kurių skersmuo mažesnis nei 75 mm, šie ženklai turi būti 3 mm aukščio.
Nukrypdamas nuo Slėginių indų ir jų kontrolės metodų bendrųjų nuostatų techninio reglamento 1 priedo 3 punkto reikalavimų, gamintojas turi užrašyti EB pavyzdžio patvirtinimo ženklą tokia tvarka:
- Šio Reglamento 4 str. nurodytiems cilindrams:
- stilizuota raidė;
- šio Reglamento serinis numeris 2;
- didžioji(-iosios) raidė(-ės), nurodanti(-čios) EB pavyzdžio patvirtinimą suteikusią valstybę narę, ir du paskutiniai metų, kuriais buvo suteiktas pavyzdžio patvirtinimas, skaitmenys;
- EB pavyzdžio patvirtinimo numeris
![]()
- Cilindrams, kuriems taikomas tik EB pavyzdžio patvirtinimas:
- į šešiakampį įrašyta stilizuota raidė;
- šio Reglamento serinis numeris 2;
- didžioji(-iosios) raidė(-ės), nurodanti(-čios) EB pavyzdžio patvirtinimą suteikusią valstybę, ir du paskutiniai metų, kuriais buvo suteiktas pavyzdžio patvirtinimas, skaitmenys;
- EB pavyzdžio patvirtinimo numeris
![]()
Nukrypdama nuo Slėginių indų ir jų kontrolės metodų bendrųjų nuostatų techninio reglamento 2 priedo 3 punkto reikalavimų, kontrolės įstaiga turi užrašyti EB patikrinimo ženklą tokia tvarka:
- mažoji e raidė;
- didžioji(-iosios) raidė(-ės), nurodanti(-čios) patikrinimą atlikusią valstybę, po raidės(-džių), jeigu reikia, rašomi vienas arba du skaičiai, nurodantys smulkesnį teritorinį regioną;
- kontrolės įstaigos ženklas, kurį užrašo patikrinimą atlikęs pareigūnas, ir, jeigu taikoma, patikrinimą atlikusio pareigūno ženklas;
- šešiakampis;
- tikrinimo data: metai, mėnuo
![]()
6.1. Konstrukcijos įrašai:
6.1.3. cilindro tipui:
- cilindro su visomis būtinomis dalimis, išskyrus vožtuvą bei čiaupą, masė (kilogramais) ir mažiausioji cilindro gamintojo garantuota talpa (litrais).
Masės ir talpos skaičiai turi būti nurodomi dešimtosios dalies tikslumu. Šie dydžiai apvalinami – talpą mažinant, o masę didinant.
2 priedas
Korozijos bandymai
1. Jautrio tarpkristalinei korozijai nustatymo bandymas
Toliau aprašomas metodas apima vienalaikį mėginių, paimtų iš užbaigto bandomojo cilindro, panardinimą į du skirtingus korozinius tirpalus ir šių mėginių tyrimą praėjus nustatytam ėsdinimo laikui, kad būtų aptikti bet kokie tarpkristalinės korozijos požymiai bei apibrėžti jos pobūdis ir laipsnis. Tarpkristalinės korozijos paplitimas nustatomas metalografijos būdu, tiriant nupoliruotus paviršius, išpjautus skersai ėsdinto paviršiaus. 1.1. Mėginių paėmimas.
Mėginiai imami iš cilindro viršūnės, pagrindinės dalies ir pagrindo (1 pav.), kad bandymus tirpale A, apibrėžtus 1.3.2.1 punkte, arba tirpale B, apibrėžtus 1.3.2.2 punkte, galima būtų padaryti su trijų cilindro dalių metalu.
Kiekvienas mėginys turi būti 2 pav. nurodytos formos ir matmenų.
Paviršiai a1 a2 a3 a4, b1 b2 b3 b4, a1 a2 b2 b1 ir a4 a3 b3 b4 išpjaunami juostiniu pjūkleliu ir rūpestingai nudildinami smulkia dilde. Paviršiai a1 a4 b4 b1 ir a2 a3 b3 b2, kurie atitinka vidinę ir išorinę cilindro puses, paliekami papildomai neapdirbti.
1.2. Paviršiaus paruošimas prieš korozinį ėsdinimą.
1.2.1. Reikalingos medžiagos:
- HNO3 analizei, tankis 1,33,
- HF analizei, tankis 1,14 (koncentracija 40 %),
- dejonizuotasis vanduo. 1.2.2. Metodas.
Cheminėje stiklinėje reikia paruošti tokį tirpalą:
- HNO3: 63 cm3,
- HF: 6 cm3,
- H2O: 929 cm3.
Tirpalą pašildyti iki 95°C.
Kiekvieną mėginį pakabinti ant aliuminio vielos ir panardinti į tirpalą vienai minutei. Nuplauti tekančiu, o po to dejonizuotuoju vandeniu.
Mėginį vienai minutei panardinti į kambario temperatūros azoto rūgštį, apibrėžtą 1.2.1 punkte, siekiant pašalinti galėjusias susiformuoti vario nuosėdas. Praskalauti dejonizuotajame vandenyje.
Siekiant išvengti mėginių oksidacijos, iškart ką tik paruošti mėginiai turi būti panardinti į jiems skirtas korozijos voneles (žr. 1.3.1 punktą).
1.3. Bandymas.
1.3.1. Kontrolės įstaigos nuožiūra turi būti naudojamas vienas iš dviejų korozinių tirpalų: vienas iš 57 g/l natrio chlorido ir 3 g/l vandenilio peroksido (tirpalas A), o kitas iš 30 g/l natrio chlorido ir 5 g/l druskos rūgšties (tirpalas B).
1.3.2. Korozinių tirpalų ruošimas.
1.3.2.1. Tirpalas A.
1.3.2.1.1. Reikalingos medžiagos:
- kristalinis NaCl analizei,
- H2O2 nuo 100 iki 110 tūrio – medicininis,
- KMnO4 analizei,
- H2SO4 analizei, 1,83 tankio,
- dejonizuotasis vanduo.
1.3.2.1.2. Vandenilio peroksido titravimas.
Kadangi vandenilio peroksidas nėra labai stabilus, svarbu patikrinti jo titrą kiekvieną kartą prieš naudojant. Tuo tikslu:
reikia įtraukti į pipetę 10 cm3 vandenilio peroksido ir praskiesti juo 1000 cm3 dejonizuotojo vandens (graduotoje kolboje). Taip pasiruoštas vandenilio peroksido tirpalas vadinamas tirpalu C. Pipete į Erlenmajerio kolbą reikia įleisti:
- 10 cm3 vandenilio peroksido C tirpalo ir
- maždaug 2 cm3 sieros rūgšties 1,83 tankio.
Titravimui naudojamas 1,859 g/l permanganato tirpalas. Permanganatas naudojamas kaip indikatorius. 1.3.2.1.3. Titravimo aiškinimas.
Permanganato ir vandenilio peroksido reakcija sieros rūgštyje išreiškiama šitaip:
2 KMnO4 + 5 H2O2 + 3 H2SO4 →K2SO4 + 2 MnSO4 + 8 H2O + 5 O2, kurioje gaunama lygybė: 316 g KMnO4 = 170 g H2O2.
Todėl 1 g grynojo vandenilio peroksido reaguoja su 1,859 g permanganato; vadinasi, naudojamas 1,859 g/l permanganato tirpalas, kuris įsotina 1 g/l vandenilio peroksido.
Kadangi pradžioje vandenilio peroksidas buvo atskiestas 100 kartų, 10 cm3 mėginio atstoja 0,1 cm3 pirminio vandenilio peroksido.
Padauginus titravimui naudoto permanganato tirpalo kiekį, išreikštą kubiniais centimetrais, iš 10, gaunamas pirminio vandenilio peroksido titras T, išreikštas g/l.
1.3.2.1.4. Tirpalo ruošimas:
Metodas dešimčiai litrų:
Ištirpinti 570 g natrio chlorido dejonizuotajame vandenyje, kad gautųsi maždaug 9 litrai tirpalo. Įpilti toliau apskaičiuotą vandenilio peroksido kiekį. Išmaišyti ir įpilti dejonizuotojo vandens, kad būtų 10 litrų tirpalo.
Vandenilio peroksido, kuris pilamas į tirpalą, kiekio apskaičiavimas: Reikia 30 g grynojo vandenilio peroksido.
Jeigu vandenilio peroksidas turi T gramų H2O2 1 litre, tai reikalingas tūris, išreikštas kubiniais centimetrais, bus:
. ![]() .
.
1.3.2.2. Tirpalas B.
1.3.2.2.1. Reikalingos medžiagos:
- kristalinis NaCl analizei,
- grynasis koncentruotasis HCl, 37 % HCl,
- dejonizuotasis vanduo.
1.3.3. Ėsdinimo sąlygos.
1.3.3.1. Ėsdinimas tirpale A.
Korozinis tirpalas supilamas į kristalizatorių (arba didelę cheminę stiklinę), kuris įstatomas į vandens vonią. Vanduo vonioje maišomas magnetiniu maišikliu, o temperatūra reguliuojama kontaktiniu termometru.
Mėginys koroziniame tirpale pakabinamas ant aliuminio vielos arba įmerkiamas į tirpalą taip, kad remtųsi tik kampais; pirmenybė teiktina antrajam būdui. Ėsdinimo trukmė – 6 valandos, esant 30 ± 1°C temperatūrai. Mėginio paviršiaus kvadratiniam centimetrui turi tekti bent 10 cm3 cheminio reagento.
Užbaigus ėsdinimą, mėginys plaunamas vandeniu, maždaug 30 sekundžių laikomas iki 50% atskiestoje azoto rūgštyje, dar kartą plaunamas vandeniu ir džiovinamas suslėgtuoju oru.
1.3.3.2. Vienu metu galima ėsdinti keletą mėginių, su sąlyga, kad jie yra iš tokio paties tipo lydinio ir kad jie nesiliečia tarpusavyje. Turi būti išlaikomas mažiausiasis cheminio reagento kiekis, tenkantis mėginio paviršiaus vienetui.
1.3.3.3. Ėsdinimas tirpale B.
Korozinis tirpalas pilamas į tinkamą stiklinį indą (pvz., cheminę stiklinę). Bandymas daromas esant kambario temperatūrai. Jeigu bandymo metu kambario temperatūros svyravimų pašalinti negalima, tuomet bandymą reikia atlikti vandens vonioje, kurioje termostatu palaikoma 23°C temperatūra. Ėsdinimo trukmė 72 valandos.
Mėginiai koroziniame tirpale kabinami arba padedami taip, kaip nurodyta 2.3.1 punkte. Po ėsdinimo, bandiniai labai kruopščiai nuplaunami dejonizuotuoju vandeniu ir džiovinami neriebaluotu suslėgtuoju oru. Korozinio tirpalo kiekio santykis su bandinio paviršiumi turi būti 10:1 ml/cm2 (žr. 2.3.1. punktą).
1.4. Bandinių ruošimas tikrinimui. 1.4.1. Reikalingos priemonės ir medžiagos:
Lieti indai, pavyzdžiui, tokių matmenų:
- išorinis skersmuo – 40 mm;
- aukštis – 27 mm;
- sienelės storis – 2,5 mm;
- epoksidinė derva DCY 230, kietiklis HY 951 (arba ekvivalentiški).
1.4.2. Metodas.
Kiekvienas mėginys vertikaliai įstatomas į lietą indą taip, kad jis remtųsi paviršiumi a1 a2 a3 a4. Aplink bandinį pilamas epoksidinės dervos DCY 230 ir kietiklio HY 951 mišinys, santykiu 9:1.
Kietėjimo trukmė yra maždaug 24 valandos.
Tam tikras medžiagos kiekis (geriausia tekinimo staklėmis) pašalinamas nuo paviršiaus a1 a2 a3 a4 taip, kad pjūvį a'1 a'2 a'3 a'4 apžiūrint pro mikroskopą nebūtų matoma korozija nuo paviršiaus a1 a2 a3 a4. Nuotolis tarp paviršių a1 a2 a3 a4 ir a'1 a'2 a'3 a'4, t. y. tekinimo staklėmis pašalintos medžiagos storis, turi būti bent 2 mm (2 ir 3 pav.).
Tyrimams naudojamas pjūvis poliruojamas aliuminio oksidu mechaniškai iš pradžių popieriumi, o po to veltiniu.
1.5. Mikrografinis mėginių tyrimas.
Šis tyrimas – tai tarpkristalinės korozijos intensyvumo stebėjimas toje pjūvio perimetro dalyje, kuri turi būti tikrinama pagal 1.6 punkto nuostatą. Tyrimo metu stebimos cilindro vidinio bei išorinio paviršiaus metalo savybės ir storis.
Atkarpa pirmiausia tiriama mažos skiriamosios gebos mikroskopu (pavyzdžiui, didinimas 40 kartų), kad būtų nustatytos labiausiai korozijos pažeistos vietos, po to tiriama didesnės skiriamosios gebos mikroskopu (didinimas maždaug 300 kartų), kad būtų nustatytas korozijos pobūdis ir išplitimas.
1. Lygiaašių kristalizacijos lydinių korozijos gylis visame pjūvio perimetre turi neviršyti didesniosios iš šių dviejų verčių:
- per tris grūdelius statmenai tiriamam paviršiui;
- 0,2 mm.
Tačiau vietomis šios vertės gali būti viršytos, su sąlyga, kad jos neišplitę daugiau nei keturių tyrimo laukų plote, esant 300 kartų didinimui;
2 priedėlis
2. Jautrio įtempio korozijai nustatymo bandymai
Toliau aprašomas metodas apima žiedų, išpjautų iš cilindro cilindrinės dalies, veikimą įtempiu, jų nardinimą į druskingą vandenį ir išlaikymą jame nustatytą laiko tarpą, po to žiedų išėmimą iš druskingo vandens, ilgesnį išlaikymą ore ir šio ciklo kartojimą 30 dienų. Jeigu praėjus 30 dienų žieduose neatsiranda įtrūkių, lydinys gali būti laikomas tinkamu dujų cilindrų gamybai. 2.1. Mėginių paėmimas.
Šeši 4a arba 25 mm pločio žiedai (kuris didesnis) turi būti išpjauti iš cilindrinės cilindro dalies (1 pav.). Mėginiai turi turėti 60° išpjovą ir turi būt veikiami įtempiu, panaudojant varžtą su sriegiais ir dviem veržlėmis (2 pav.).
Nei vidiniai, nei išorinis bandinių paviršiai neturi būti apdirbti mechaniškai. 2.2. Paviršiaus paruošimas prieš korozinį bandymą.
Visi riebalų, alyvų ar su įtempio davikliais (2.3.2.4. punktas) naudotų klijų likučiai turi būti pašalinti atitinkamu tirpikliu. 2.3. Bandymas. 2.3.1. Korozinio tirpalo paruošimas.
2.3.1.1. Druskingas vanduo paruošiamas ištirpinant 3,5±0,1 masės dalis natrio chlorido, 96,5 masės dalyse vandens.
2.3.1.4. Tirpalo lygio inde negalima papildyti 2.3.1.1 punkte aprašytu sūriu tirpalu, tai galima daryti tik pilant distiliuotąjį vandenį, kol tirpalo lygis inde pakils iki pradinės reikšmės. Jeigu reikia, tirpalo lygį inde galima papildyti kasdien.
2.3.2.3. Įtempio vertė turi būti lygi didžiausiam leistinam įtempiui, kuris naudojamas apskaičiuojant sienelės storį, t. y.:
![]() ,
,
čia Re yra garantuotas mažiausiasis 0,2 % takumo įtempis (N/mm2).
2.3.2.5. Įtempis taip pat gali būti apskaičiuojamas pagal formulę:
|
D1 = |
|
, |
čia:
D1 – spaudžiamojo (arba atlenkiamojo) žiedo skersmuo, (mm);
D – išorinis cilindro skersmuo, (mm);
a – cilindro sienelės storis (mm);
R =; E – tamprumo modulis, lygus 70 000 N/mm2;
z – pataisos koeficientas (3 pav.).
2.3.2.6. Veržlės ir varžtai turi būti elektriškai izoliuoti nuo žiedų ir apsaugoti nuo tirpalo veikiamos korozijos.
2.3.2.9. Šis ciklas kartojamas 30 dienų arba, jeigu tai atsitinka anksčiau, kol kuris nors žiedas sutrūksta.
2.3.2.10. Mėginiai turi būti vizualiai apžiūrimi, ar juose neatsirado įtrūkių. 2.4. Rezultatų aiškinimas.
Lydinys laikomas tinkamu cilindrinių dujų indų gamybai, jeigu po 30 bandymo dienų nei viename įtempiu veiktame žiede neatsirado nuoga akimi arba mikroskopu (didinant nuo 10 iki 30 kartų) įžiūrimų įtrūkių. 2.5. Galimas metalografinis tyrimas.
2.5.1. Jeigu abejojama dėl įtrūkių buvimo (pvz., įdubimų linijos), dvejonės gali būti pašalintos atlikus statmenos žiedo ašiai įtartinos dalies papildomą metalografinį tyrimą. Lyginama korozijos forma (tarpkristalinės arba kristalinės) ir įsiskverbimo gylis žiedų paviršiuose, paveiktuose įtempio tempiant ir įtempio gniuždant.
2.5.2. Lydinys laikomas tinkamu, jeigu korozija panaši abiejuose žiedo paviršiuose.
Kita vertus, jeigu įtempiu tempiant paveikto žiedo paviršiuje atsiradę tarpkristaliniai įtrūkiai yra neabejotinai gilesni nei korozijos sukelti įtempiu gniuždant paveiktame paviršiuje, tai laikoma, kad žiedo bandymo rezultatai neatitinka reikalavimų. 2.6. Ataskaitos.
Jose turi būti:
2.6.1. nurodomas lydinio pavadinimas ir/arba jo standartinis numeris; 2.6.2. nurodomos lydinio sudėties ribos;
3 priedas
| EB PAVYZDŽIO PATVIRTINIMO SERTIFIKATAS
Išduotas ........................................................................................................................... vadovaujantis (Valstybė) ................................................................................................................................................................ (Nacionalinės taisyklės)
pagal Europos Tarybos 1984 m. rugsėjo 17 d. direktyvą 84/526/EEB
DĖL BESIŪLIŲ NELEGIRUOTOJO ALIUMINIO IR ALIUMINIO LYDINIŲ DUJŲ CILINDRŲ ________________________________________________________________________________
EB patvirtinimo Nr. ................................. Data..................................... Cilindro tipas ......................................................................................................................................... (Cilindrų grupės, kuriai suteiktas EB patvirtinimas, aprašymas)
Ph ...................................D ......................................................... a ......................................................... Lmin .................................Lmax ...................................................................... Vmin .................................................... Vmax .......................................................................................................................................................
Gamintojas arba gamintojo atstovas.................................................................................................... (Gamintojo arba gamintojo atstovo pavadinimas ir adresas) ................................................................................................................................................................ ................................................................................................................................................................ ................................................................................................................................................................ ................................................................................................................................................................ ................................................................................................................................................................ ................................................................................................................................................................
EB pavyzdžio patvirtinimo ženklas
Pavyzdžio, pateikto EB patvirtinimui gauti, tikrinimo rezultatai ir pagrindinių pavyzdžio ypatybių aprašymas pridedami.
Visą informaciją galima gauti iš............................................................................................................. (Patvirtinimą suteikiančios institucijos pavadinimas ir adresas)
Data ........................Vieta ................................... ........................................................ (Parašas)
|
______________
EB PAVYZDŽIO PATVIRTINIMO SERTIFIKATO TECHNINIS PRIEDAS
2. Informacija apie pagrindines pavyzdžio ypatybes:
- cilindro tipo, kuriam suteiktas pavyzdžio patvirtinimas, išilginis skerspjūvis, kuriame nurodyta:
- vardinis išorinis skersmuo D, pateikiant gamintojo nustatytą projektinę toleranciją;
- mažiausiasis cilindro sienelės storis a;
- mažiausiasis cilindro pagrindo ir viršūnės storis; pateikiant gamintojo nustatytą projektinę toleranciją;
- mažiausiasis ir didžiausiasis ilgiai Lmin ir Lmax;
- talpa arba talpos Vmin ir Vmax;
- slėgis Ph;
- gamintojo pavadinimas/brėžinio Nr. ir data;
- cilindro tipo pavadinimas;
- lydinys pagal 2.1 punktą (tipas, cheminė sudėtis, gamybos būdas, terminis apdorojimas, garantuojamos mechaninės savybės (stipris tempiant – takumo taškas)).
______________
4 priedas
| EB PATIKRINIMO SERTIFIKATAS
Europos Tarybos 1984 m. rugsėjo 17 d. direktyvos 84/526/EEB taikymas
Kontrolės įstaiga .................................................................................................................................... ................................................................................................................................................................ ................................................................................................................................................................ ................................................................................................................................................................ Data........................................................................................................................................................ EB pavyzdžio patvirtinimo Nr. ............................................................................................................. ................................................................................................................................................................ ................................................................................................................................................................ ................................................................................................................................................................ Cilindrų aprašymas ................................................................................................................................ ................................................................................................................................................................ ................................................................................................................................................................ EB patikrinimo Nr. ................................................................................................................................ Partijos Nr.......................... iki ..................................... Gamintojas............................................................................................................................................. (Pavadinimas ir adresas) ................................................................................................................................................................ ................................................................................................................................................................ ................................................................................................................................................................ ................................................................................................................................................................ Kilmės šalis.............................. Ženklas.................................................................................................
Savininkas ............................................................................................................................................. (Pavadinimas ir adresas) ................................................................................................................................................................ ................................................................................................................................................................ ................................................................................................................................................................ Užsakovas ............................................................................................................................................. ................................................................................................................................................................ (Pavadinimas ir adresas)
|
PATIKRINIMO BANDYMAI
1. CILINDRŲ BANDINIŲ MATMENYS
| Bandymo Nr. |
Partijos Nr. nuo iki |
Vandens talpa (litrais) |
Tuščio cilindro masė (kg) |
Mažiausiasis išmatuotasis storis |
|
| sienelės (mm) |
pagrindo (mm) |
||||
|
|
|
|
|
|
|
2. CILINDRŲ BANDINIŲ MECHANINIAI BANDYMAI
| Bandymo Nr. |
Terminis apdorojimas |
Tempimo bandymas |
180 0 lenkimo bandymas nesutraukant |
Hidraulinis slėginis suardymo bandymas |
Trūkio aprašymas (Pridedamos kreivės aprašymas) |
|||
| mėginys pagal LST EN 10002-1:1998: a) ³ 3 mm b) < 3 mm |
takumo taškas Re (N/mm2) |
Stipris tempiant Rmt (N/mm2) |
Pailgėjimas A (%) |
|||||
|
|
|
|
|
|
|
|
|
|
| Nurodyti mažiausieji dydžiai |
|
|
|
|
|
|||
Aš, žemiau pasirašęs, šituo pareiškiu, kad patikrinau, jog Europos Tarybos 1984 m. rugsėjo 17 d. direktyvos 84/526/EEB 1 priedo 5.2 poskyryje nustatyti tikrinimo veiksmų, bandymų ir tikrinimų rezultatai atitinka reikalavimus.
Esminės pastabos .......................................................................................................................
....................................................................................................................................................
....................................................................................................................................................
....................................................................................................................................................
....................................................................................................................................................
Bendrosios pastabos ..................................................................................................................
....................................................................................................................................................
....................................................................................................................................................
....................................................................................................................................................
....................................................................................................................................................
Data....................................... Vieta..........................................
(Inspektoriaus (parašas))
Kieno vardu ...............................................................................................................................
(Kontrolės (įstaiga))
______________
PATVIRTINTA
Lietuvos Respublikos ūkio ministro
2001 m. kovo 28 d.
įsakymu Nr. 110
3 priedas
SUVIRINTŲJŲ NELEGIRUOTOJO PLIENO DUJŲ CILINDRŲ TECHNINIS REGLAMENTAS
Reglamento paskirtis ir įsigaliojimo data
Šis techninis reglamentas (toliau – Reglamentas) skirtas suvirintųjų nelegiruotojo plieno dujų cilindrų saugai, vartotojų bei galutinių naudotojų interesų apsaugai ir nustato į Lietuvos rinką teikiamų šių dujų cilindrų techninius reikalavimus, kontrolės metodus ir ženklinimą.
Reglamentu įteisinama Tarybos direktyva 84/527/EEB „Dėl valstybių narių įstatymų, susijusių su suvirintaisiais nelegiruotojo plieno dujų cilindrais, suderinimo“.
Reglamentas įsigalioja nuo 2002 m. sausio 1 dienos.
Reglamento taikymo sritis
1 straipsnis
Šis Reglamentas taikomas suvirintiesiems nelegiruotojo plieno dujų cilindrams, sudarytiems iš kelių dalių, kurių faktinis sienelių storis yra 5 mm arba mažesnis, kuriuos galima pakartotinai pripildyti ir kurių talpa yra nuo 0,5 iki 150 litrų imtinai, skirtiems suslėgtosioms, suskystintosioms arba ištirpintosioms dujoms, išskyrus labai žemoje temperatūroje suskystintas dujas ir acetileną, laikyti bei transportuoti. Šių cilindrų projektinis slėgis (Ph) neturi viršyti 60 barų.
2 straipsnis
3 straipsnis
Negalima drausti arba riboti EB tipo cilindro, atitinkančio Slėginių indų ir jų kontrolės metodų bendrųjų nuostatų ir šio techninių reglamentų reikalavimus, pardavimo ir pateikimo eksploatuoti dėl priežasčių, susijusių su jo konstrukcija bei kontrole pagal Slėginių indų ir jų kontrolės metodų bendrųjų nuostatų ir šį techninius reglamentus.
4 straipsnis
5 straipsnis
Bet kokie 1 priedo 1, 2.1.1, 2.3 (išskyrus 2.3.3 punktą), 2.4 (išskyrus 2.4.1, 2.4.2.1 punktus), 3.1.1, 3.1.2, 3.3, 3.4, 3.5, 5 (išskyrus 5.2.2, 5.3 punktus), 6 punktų bei 2 ir 3 priedų pataisymai, reikalingi Reglamentui suderinti su technine pažanga, turi būti daromi laikantis Slėginių indų ir jų kontrolės metodų bendrųjų nuostatų techninio reglamento 20 str. nurodytos procedūros.
6 straipsnis
7 straipsnis
Ūkio ministerija turi paskirti įstaigą (toliau – paskirtoji įstaiga), kuriai bus pavesta atlikti slėginių indų EB pavyzdžio patvirtinimo procedūras, bei indų kontrolės įstaigą(-as) (toliau – kontrolės įstaiga), kuriai(-ioms) bus pavesta atlikti slėginių indų EB patikrinimo procedūras.
Slėginių indų rinkos priežiūrą turi atlikti Valstybinė ne maisto produktų inspekcija prie Lietuvos Respublikos ūkio ministerijos.
Kol bus pasirašytas Protokolas prie Europos sutarties, steigiančios Europos bendrijų bei jų šalių narių ir Lietuvos Respublikos asociaciją dėl atitikties įvertinimo ir pramonės gaminių pripažinimo, Lietuvos paskirtosios ir kontrolės įstaigos gali atlikti tik į Lietuvos rinką tiekiamų slėginių indų pavyzdžio patvirtinimą ir patikrinimą pagal šiame bei Slėginių indų ir jų kontrolės metodų bendrųjų nuostatų techniniuose reglamentuose nustatytus EB pavyzdžio patvirtinimo ir EB patikrinimo reikalavimus. Šiuo atveju vietoje 1 priedo 6.3 ir 6.4 punktuose nustatytų valstybę nurodančių raidžių turi būti dedamas atitikties sertifikavimo ženklas pagal LST 1212-92.
1 priedas
1. Priede vartojami simboliai ir terminai
1.1. Šiame priede vartojami simboliai reiškia:
| Ph |
– |
hidraulinio bandymo slėgis (projektinis slėgis), barais; |
| Pr |
– |
cilindro suardymo slėgis, išmatuotas darant suardymo bandymą, barais; |
| Prt |
– |
apskaičiuotasis mažiausiasis teorinis suardymo slėgis, barais; |
| Re |
– |
mažiausioji cilindrų gamintojo garantuota užbaigto cilindro takumo įtempio vertė, N/mm2; |
| Rm |
– |
mažiausioji medžiagos standartų garantuota stiprio tempiant vertė, N/mm2; |
| Rmt |
– |
tikroji stiprio tempiant vertė, N/mm2; |
| a |
– |
apskaičiuotasis mažiausiasis cilindrinio kevalo sienelės storis, mm; |
| b |
– |
apskaičiuotasis mažiausiasis gaubtų galų storis, mm; |
| D |
– |
vardinis išorinis cilindro skersmuo, mm; |
| R |
– |
išgaubtojo galo išlinkio vidinis spindulys, mm; |
| r |
– |
išgaubtojo galo perėjimo vidinis spindulys, mm; |
| H |
– |
gaubtosios cilindro galo dalies išorinis aukštis, mm; |
| h |
– |
cilindrinės gaubtojo galo dalies aukštis, mm; |
| L |
– |
įtempiui atsparaus cilindro kevalo ilgis, mm; |
| A |
– |
pagrindinio metalo pailgėjimo vertė, %; |
| Vo |
– |
pradinis cilindro tūris tuo momentu, kai slėgis didinamas darant cilindro suardymo bandymą, litrais; |
| V |
– |
galutinis cilindro tūris, kai cilindras suyra, litrais; |
| Z |
– |
įtempio mažinimo koeficientas. |
1.2. Suardymo slėgis.
Šiame Reglamente suardymo slėgis – tai slėgis, kuriam esant prasideda plastinis tekėjimas, t. y. didžiausiasis suardymo bandyme pasiekiamas slėgis.
1.3. Normalizavimas.
Šiame Reglamente terminas „normalizavimas“ yra vartojamas taip, kaip jis apibrėžtas LST EN 10052.
2. Techniniai reikalavimai
2.1. Medžiagos.
2.1.2. Visos cilindro korpuso sudėtinės dalys bei prie jo privirintos detalės turi būti pagamintos iš tarpusavyje suderinamų medžiagų.
2.1.3. Suvirinimo metu, formuojant virintines siūles, pridedamos medžiagos su plienu turi būti suderintos taip, kad virintinių siūlių savybės atitiktų pagrindinio metalo savybes.
2.1.4. Cilindrų gamintojas turi gauti ir pateikti slėginėms dalims gaminti tiekiamo plieno cheminės sudėties analizės pažymėjimus.
2.1.5. Turi būti galimybė atlikti nepriklausomas analizes. Šios analizės atliekamos imant bandinius iš cilindrų gamintojui tiekiamų medžiagų arba iš užbaigtų cilindrų.
2.2. Terminis apdorojimas.
Cilindrai turi būti tiekiami normalizuoti arba pašalinus įtempius. Cilindrų gamintojas turi patvirtinti, kad po visų suvirinimo procedūrų cilindrai buvo termiškai apdoroti, ir pažymėti taikytą terminio apdorojimo procesą. Draudžiamas vietinis terminis apdorojimas.
2.3. Slėginių dalių skaičiavimas.
2.3.1. Cilindrinio kevalo sienelės storis bet kuriame dujų cilindro atsparaus įtempiams kevalo taške turi būti ne mažesnis nei apskaičiuotasis pagal formulę:

2.3.1.2. cilindrams su išilginėmis virintinėmis siūlėmis:
|
a= |
|

Z reikšmė yra:
- 0,85, jeigu gamintojas rentgenografiškai patikrina virintines siūles už 100 mm nuo jų susikirtimo išilginių virintinių siūlių atveju ir per 50 mm (25 mm iš kiekvienos pusės) žiedinių virintinių siūlių atveju. Išrinkus po vieną kiekvieno aparato pamainos pradžioje ir pabaigoje suvirintą cilindrą, padaroma siūlių rentgenograma;
- 1, jeigu gamintojas rentgenografiškai stebi virintinių siūlių susikirtimą per 100 mm nuo jų susikirtimo išilginių virintinių siūlių atveju ir per 50 mm (25 mm iš kiekvienos pusės) žiedinių virintinių siūlių atveju.
Šiuo būdu turi būti patikrinta 10% pagamintų cilindrų, pasirinktų atsitiktinės atrankos būdu.
Jeigu rentgenogramos parodo svarbių defektų, kaip apibrėžta 3.4.1.4 punkte, būtina patikrinti visą minėtą gaminių partiją ir pašalinti trūkumus.
2.3.2. Galų matmenys ir jų skaičiavimas (žr. 1 priedėlio pav.)
2.3.2.1. Cilindro galai turi atitikti šias sąlygas:
- torasferiniai galai: vienalaikės ribos: 0,003 D ≤ b ≤ 0,08 D;
r ≥ 0,1 D;
R ≥ D;
H ≥ 0,18 D;
r ≥ 2 b;
h ≥ 4 b;
- elipsiniai galai: vienalaikės ribos: 0,003 D ≤ b ≤ 0,08 D;
H ≥ 0,18 D;
h ≥ 4 b;
- pusiausferiniai galai: ribos: 0,003 D ≥ b ≥ 0,16 D.

2.3.3. Vardinis cilindrinės dalies ir gaubtojo galo sienelės storis jokiu būdu negali būti mažesnis nei:
![]()
![]()
abiem atvejais ne mažesnis nei 1,5 mm.
2.4. Konstrukcija ir apdaila.
2.4.1. Bendrieji reikalavimai.
2.4.1.1. Gamintojas, prisiimdamas atsakomybę, garantuoja, kad turi gamybai reikalingą įrangą ir naudoja procesus, užtikrinančius, kad pagaminti cilindrai atitinka Reglamento reikalavimus.
2.4.2. Slėginės dalys.
2.4.2.1. Gamintojas turi aprašyti naudotus suvirinimo metodus bei procesus ir nurodyti gamybos metu atliktus tikrinimus.
2.4.2.2. Suvirinimo proceso techniniai reikalavimai.
Sandūrinis suvirinimo sujungimas turi būti atliekamas automatinio suvirinimo būdu.
Sandūrinio suvirinimo sujungimo negali būti įtempiams atsparaus kevalo profilio pasikeitimo srityse.
Kampinio suvirinimo sujungimo siūlės negali užeiti ant sandūrinio suvirinimo sujungimo siūlių ir atstumas tarp jų turi būti mažiausiai 10 mm.
Cilindro kevalą sudarančias dalis jungiančios virintinės siūlės turi atitikti šiuos reikalavimus (žr. 2 priedėlio pav.):
- išilginė virintinė siūlė: ši siūlė turi būti sandūrinio suvirinimo sujungimo pavidalo, įvirinta per visą sienelės storį;
- žiedinė virintinė siūlė, kita nei jungianti vožtuvo flanšo žiedą prie cilindro išgrąžos krašto: ši siūlė turi būti sandūrinio suvirinimo sujungimo pavidalo, įvirinta per visą sienelės storį. Užleistinis su briaunos atlenkimu suvirinimo sujungimas laikomas tam tikra sandūrinio suvirinimo sujungimo rūšimi.
- žiedinė virintinė siūlė, jungianti vožtuvo flanšo žiedą prie cilindro išgrąžos krašto: ši siūlė turi būti arba sandūrinio, arba kampinio suvirinimo sujungimo pavidalo.
Jeigu siūlė yra sandūrinio suvirinimo sujungimo pavidalo, ji turi būti įvirinta per visą sienelės storį. Užleistinis su briaunos atlenkimu suvirinimo sujungimas laikomas tam tikra sandūrinio suvirinimo sujungimo rūšimi.
Šios pastraipos reikalavimai netaikomi, kai išgrąžos kraštas turi lizdą cilindro viduje ir kai šis lizdas yra pritvirtintas prie išgrąžos krašto siūle, nesusijusia su cilindro hermetiškumu (žr. 2 priedėlio 4 pav.).
Sandūrinio suvirinimo sujungimo atveju sujungimo paviršių nesutapimas/nuokrypis negali būti didesnis už vieną penktąją sienelių storio (1/5 a). 2.4.2.3. Virintinių siūlių tikrinimas.
Gamintojas turi užtikrinti, kad suvirinimo sujungimai visur būtų vienodo įvirinimo gylio, kad nebūtų nukrypta nuo siūlės ir kad siūlėse nebūtų defektų, kurie galėti kelti pavojų saugiam cilindrų naudojimui.
Cilindrams, sudarytiems iš dviejų dalių sandūrinės žiedinės virintinės siūlės, išskyrus 2 priedėlio 2A pav. parodytas siūles, tiriamos rentgenografiškai didesnėje nei 100 mm ilgio atkarpoje, pasirenkant vieną cilindrą, pagamintą nepertraukiamos gamybos pamainos pradžioje, o kitą – pabaigoje; jeigu gamyba buvo nutraukta ilgesniam nei 12 valandų laikotarpiui, tiriamas pirmas suvirintas cilindras.
2.4.3. Detalės.
2.4.3.1. Rankenos ir apsauginiai žiedai turi būti pagaminti ir privirinti prie cilindro korpuso taip, kad nesukeltų pavojingų įtempių koncentracijos ir nebūtų sudarytos sąlygos vandeniui kauptis.
2.4.3.2. Cilindro pagrindas turi būti pakankamai stiprus ir pagamintas iš tarpusavyje suderinamo su cilindrams gaminti naudojama plieno rūšimi metalo; pagrindo forma turi užtikrinti pakankamą cilindro stabilumą. Viršutinė pagrindo briauna turi būti privirinta prie cilindro taip, kad nebūtų sudarytos sąlygos vandeniui kauptis bei prasiskverbti tarp pagrindo ir cilindro.
2.4.3.3. Jeigu yra tvirtinamos atpažinimo plokštelės, jos turi būti tvirtinamos prie įtempiui atsparaus kevalo ir turi būti nenuimamos; turi būti imtasi visų reikalingų priemonių korozijai išvengti.
2.4.3.4. Pagrindams, rankenoms bei apsauginiams žiedams gaminti gali būti naudojamos ir kitos medžiagos, jeigu užtikrinimas jų atsparumas ir apsaugomas nuo cilindro galo rūdijimo.
3. Bandymai
3.1. Mechaniniai bandymai.
3.1.1. Bendrieji reikalavimai.
3.1.1.1. Mechaniniai bandymai, nenumatyti šiame priede, turi būti daromi laikantis šių standartų:
a) LST EN 10002-1:1998 tempimo bandymui, kai mėginio storis atitinkamai yra 3 mm ar didesnis, arba mažesnis už 3 mm;
3.1.2. Bandymų tipai ir bandymų rezultatų vertinimas.
3.1.2.1. Su kiekvienu pasirinktu cilindru turi būti daromi šie bandymai:
A) jei cilindruose yra tik žiedinės virintinės siūlės (sudaryti iš dviejų dalių), su mėginiais paimtais iš 3 priedėlio 1 pav. nurodytų vietų:
| - 1 tempimo bandymas: |
– |
pagrindinio metalo, išilgine cilindro kryptimi – punktas a); arba, jeigu tai neįmanoma, žiedine kryptimi; |
| - 1 tempimo bandymas: |
– |
statmenai žiedinei virintinei siūlei – punktas b); |
| - 1 lenkimo bandymas: |
– |
vidinėje žiedinės virintinės siūlės pusėje – punktas c); |
| - 1 lenkimo bandymas: |
– |
išorinėje žiedinės virintinės siūlės pusėje – punktas d); |
- 1 makroskopinis – virintiniame pjūvyje; bandymas:
B) jei cilindruose yra išilginių ir žiedinių virintinių siūlių (sudaryti iš trijų dalių), su mėginiais paimtais iš 3 priedėlio 2 pav. nurodytų vietų:
| - 1 tempimo bandymas: |
– |
pagrindinio cilindrinės dalies metalo išilgine kryptimi – punktas a); arba, jeigu tai neįmanoma, žiedine kryptimi; |
| - 1 tempimo bandymas: |
– |
pagrindinio metalo, paimto iš cilindro galo – punktas b); |
| - 1 tempimo bandymas: |
– |
statmenai išilginei virintinei siūlei – punktas c); |
| - 1 tempimo bandymas: |
– |
statmenai žiedinei virintinei siūlei – punktas d); |
| - 1 lenkimo bandymas: |
– |
vidinėje išilginės virintinės siūlės pusėje – punktas e); |
| - 1 lenkimo bandymas: |
– |
išorinėje virintinės siūlės pusėje – punktas f); |
| - 1 lenkimo bandymas: |
– |
vidinėje žiedinės virintinės siūlės pusėje – punktas g); |
| - 1 lenkimo bandymas: |
– |
išorinėje žiedinės virintinės siūlės pusėje – punktas h); |
| - 1 makroskopinis |
– |
virintiniame pjūvyje. bandymas: |
3.1.2.2. Tempimo bandymas.
3.1.2.2.1. Pagrindinio metalo tempimo bandymas.
3.1.2.2.1.1. Tempimo bandymo procedūra pateikta atitinkamame Lietuvos standarte, remiantis 3.1.1.1 punktu.
Du mėginio paviršiai, kurie laikomi vidine ir išorine cilindro sienelėmis, neturi būti apdoroti mechaniniu būdu.
3.1.2.2.2. Virintinių siūlių tempimo bandymas.
3.1.2.2.2.1. Tempimo bandymas statmena virintinei siūlei kryptimi turi būti daromas naudojant sumažinto skerspjūvio mėginį, kurio plotis yra 25 mm, o ilgis, skaičiuojant nuo virintinės siūlės kraštų, ne didesnis nei 15 mm, kaip parodyta 4 priedėlio brėžinyje. Virš šios vidurinės dalies bandinio plotis turi tolydžiai didėti.
3.1.2.3. Lenkimo bandymas.
3.1.2.3.1. Lenkimo bandymo procedūra yra pateikta atitinkamame Lietuvos standarte, remiantis 3.1.1.1 punktu. Tačiau lenkimo bandymas turi būti daromas skersai 25 mm pločio mėginio virintinės siūlės. Lenkimo bandymo metu velenėlis turi būti padėtas virintinės siūlės viduryje.
3.1.2.3.2. Mėginyje neturi atsirasti įtrūkių, kai jis lenkiamas aplink velenėlį taip, kad atstumas tarp vidinių bandinio kraštų yra didesnis už velenėlio skersmenį (žr. 5 priedėlio 2 pav.).
3.2. Hidraulinis slėginis suardymo bandymas.
3.2.1. Bandymo sąlygos.
Bandomieji cilindrai privalo turėti įrašus, kuriuos siūloma daryti ant slėgiu veikiamų cilindro dalių.
3.2.2. Bandymo rezultatų aiškinimas.
3.2.2.1. Suardymo bandymo rezultatams aiškinti taikomi šie kriterijai:
3.2.2.1.1. Cilindro tūrinio plėtimasis lygus:
- vandens tūriui, panaudotam nuo slėgio didėjimo pradžios iki cilindro, kurio talpa ≥6,5 l, suirimo,
- cilindro tūrio skirtumui bandymo pradžioje ir pabaigoje, jei talpa <6,5 l.
3.2.3. Mažiausieji bandymo reikalavimai.
3.2.3.1. Išmatuotasis suardymo slėgis (Pr) jokiu būdu negali būti mažesnis už 9/4 bandymo slėgio (Ph).
3.2.3.2. Cilindro tūrinio plėtimosi santykis su jo pradiniu tūriu:
- 20%, jeigu cilindro ilgis yra didesnis už skersmenį,
- 17%, jeigu cilindro ilgis yra lygus arba mažesnis už skersmenį.
3.2.3.3. Suardymo bandymas neturi suardyti cilindro į skeveldras.
3.2.3.3.1. Pagrindinis trūkis neturi būti trapusis, t. y. trūkio kraštai turi būti ne spinduliniai, bet nukreipti kampu į skersmeninę plokštumą, o jų plotas turi mažėti per visą storį.
3.3. Hidrostatinis bandymas.
3.3.2. Bandymo slėgis cilindre turi išlikti pakankamai ilgai, kad būtų įmanoma nustatyti, jog slėgis daugiau nemažėja ir cilindras yra sandarus.
3.4. Neardomasis tyrimas.
3.4.1. Rentgenografinis tyrimas.
3.4.1.1. Virintinių siūlių rentgenogramos turi būti daromos laikantis LST ISO 1106-1, LST ISO 1106-2, LST ISO 1106-3 techninių reikalavimų.
3.4.1.2. Jeigu naudojamas vielinio tipo indikatorius, mažiausiasis matomos vielos skersmuo negali būti didesnis už 0,10 mm.
Jei naudojamas laiptinis ir skylėtojo tipo indikatorius, mažiausiosios matomos skylės skersmuo negali būti didesnis už 0, 25 mm.
3.4.1.3. Virintinių siūlių rentgenogramos turi būti vertinamos iš originalių juostelių, laikantis LST ISO 2504 standarto rekomenduotos tvarkos.
3.4.1.4. Nepriimtini tokie defektai:
- įtrūkiai, reikalavimų neatitinkančios virintinės siūlės arba nevisiškai įvirintos siūlės.
Nepriimtinais laikomi šie intarpai:
- bet kokie pailgieji intarpai ar bet kokios apskritųjų intarpų grupelės, išsidėsčiusios linija, jeigu jų ilgis (virintinėje siūlėje, kurios ilgis 12a) yra didesnis nei 6 mm,
- bet koks didesnis nei a/3 mm dujų intarpas, esantis daugiau nei 25 mm atstu nuo kito dujų intarpo,
- bet koks kitas didesnis nei a/4 mm dujų intarpas,
- dujų intarpas bet kokioje 100 mm ilgio virintinėje siūlėje, jeigu bendrasis visų porų plotas didesnis nei 2a mm2.
3.4.2. Makroskopinis tyrimas.
Makroskopinis siūlės, nuėsdintos bet kokia rūgštimi, skerspjūvio tyrimas turi parodyti visišką paviršiaus sulydymą ir neturi būti aptikta jokių suvirinimo ydų, didesnių intarpų arba kitokių defektų.
Jeigu atsiranda abejonių, įtartinose srityse turi būti daromas mikroskopinis tyrimas.
3.5. Virintinės siūlės išorės tyrimas.
3.5.1. Tiriama užbaigta virintinė siūlė. Tiriamas virintinis paviršius turi būti gerai apšviestas, nuo jo turi būti nuvalytas tepalas, dulkės, pašalintos liekamosios nuodegos ar bet koks apsauginis sluoksnis.
3.5.2. Suvirinimo pridėtinis metalas su pagrindiniu metalu turi būti susilydęs vientisai ir be išėsdinimų. Virintiniame ir šalia jo esančiame cilindro sienelės paviršiuje neturi būti įtrūkių, įdubų ar akytųjų storymių. Virintinis paviršius privalo būti tiesus ir lygus. Jei naudotas sandūrinis suvirinimo sujungimas, perteklinis siūlės storis turi neviršyti 1/4 virintinės siūlės pločio.
4. EB pavyzdžio patvirtinimas
4.1. Reglamento 4 str. nurodytas EB pavyzdžio patvirtinimas gali būti suteiktas cilindrų tipui arba grupei.
Cilindrų tipas – tai tos pačios paskirties bei vienodo storio cilindrai, aprūpinti tokiais pačiais priedais, pagaminti tame pačiame ceche iš vienodų techninių charakteristikų lakštinio metalo, suvirinti taikant tą patį procesą ir termiškai apdoroti tomis pačiomis sąlygomis.
Cilindrų grupė – tai toje pačioje įmonėje pagaminti trijų dalių cilindrai, kurie skiriasi tik šių ribų ilgiu:
- mažiausiasis ilgis negali būti mažesnis už 3 cilindro skersmenis;
- didžiausiasis ilgis negali būti 1,5 karto didesnis už išbandyto cilindro ilgį.
4.2. Pareiškėjas EB pavyzdžiui patvirtinti turi pateikti paskirtajai įstaigai kiekvienos cilindrų tipo ar grupės dokumentus, reikalingus toliau nurodytiems tikrinimams atlikti, ir sudaryti galimybę paskirtajai įstaigai iš 50 cilindrų partijos paimti toliau nurodytiems bandymams reikalingą cilindrų kiekį, kartu su papildoma informacija, reikalinga paskirtajai įstaigai. Pareiškėjas privalo nurodyti terminio apdorojimo rūšį, trukmę, temperatūrą ir suvirinimo procesą. Jis privalo gauti ir pateikti cilindrų gamybai tiekiamo plieno sudėties analizės sertifikatus.
4.3. Tvirtinant EB pavyzdį turi būti patikrinta, ar:
- 2.3 punkte nurodyti skaičiavimai teisingi;
- išpildytos 2.1, 2.2, 2.4 ir 3.5 punktų sąlygos.
Su pateiktais, laikomais prototipais, cilindrais turi būti padaryti:
- su vienu cilindru 3.1 punkto bandymai;
- su vienu cilindru 3.2 punkto bandymai;
- su vienu cilindru 3.4 punkto bandymai.
Jeigu tikrinimų rezultatai atitinka reikalavimus, paskirtoji įstaiga turi išduoti EB pavyzdžio patvirtinimo sertifikatą, kurio pavyzdys pateiktas 2 priede.
5. EB patikrinimas
5.1 Kad būtų atliktas EB patikrinimas, cilindrų gamintojas turi pateikti kontrolės įstaigai:
5.1.4. tiekiamų cilindrų terminio apdorojimo dokumentus, liudijančius, kad procesas atliktas pagal 2.2 punktą;
5.1.6. gamybos metu padarytų neardomųjų bandymų rezultatus ir suvirinimo metodų, užtikrinančių gerą cilindrų atkuriamumą, aprašymą. Gamintojas taip pat turi pateikti pareiškimą, tvirtinantį, kad serinėje gamyboje jis naudoja tokius pačius suvirinimo metodus, kaip ir gamindamas pateiktus EB pavyzdžiui patvirtinti cilindrus.
5.2. EB patikrinimo eiga:
5.2.1. Kontrolės įstaiga turi:
- įsitikinti, kad buvo gautas EB pavyzdžio patvirtinimo sertifikatas ir cilindrai jį atitinka;
- patikrinti dokumentus, kuriuose pateikti duomenys apie medžiagas ir gamybos procesus, ypač nurodytus 2.1.6 punkte;
- patikrinti, ar laikomasi 2 punkte pateiktų techninių reikalavimų, ir atlikti kiekvieno atsitiktinai pasirinkto cilindro išorės ir vidaus apžiūrą;
- dalyvauti darant 3.1 ir 3.2 punktų bandymus ir tikrinti jų eigą;
- patikrinti, ar teisinga 5.1.6 punkte minima gamintojo pateikta informacija ir ar jo atlikti patikrinimai yra patenkinami;
- išduoti EB patikrinimo sertifikatą, atitinkantį 3 priede pateiktą pavyzdį.
5.2.2. Bandymams daryti iš kiekvienos partijos imami atsitiktiniai cilindrų bandiniai, kaip nurodyta toliau. Partija turi būti sudaryta daugiausia iš 3000 to paties tipo, apibrėžto 4.1. punkto antroje pastraipoje, tą pačią dieną arba vėlesnėmis dienomis pagamintų cilindrų.
1 lentelė
| Cilindrų skaičius N partijoje |
Pasirinktų cilindrų bandinių skaičius |
Cilindrai skirti |
|
| mechaniniams bandymams |
suardymo bandymams |
||
| N 500 500 < N 1500 1500 < N 3000 |
3 9 18 |
1 2 3 |
2 7 15 |
Atsižvelgiant į partijos dydį, su pasirinktais cilindrų bandiniais daromi 3.1 punkte nustatyti mechaniniai bandymai ir 3.2 punkto hidraulinis slėginis suardymo bandymas pagal 1 lentelėje nurodytą skirstymą.
Jeigu dviejų arba daugiau cilindrų bandymo rezultatai neatitinka reikalavimų, partija turi būti pripažįstama netinkama.
Jeigu vieno iš cilindrų mechaninių bandymų arba suardymo bandymo rezultatai neatitinka reikalavimų, atsitiktinai turi būti pasirenkamas cilindrų skaičius, nurodytas 2 lentelėje, ir daromi bandymai pagal 1 lentelėje nurodytą skirstymą.
2 lentelė
| Cilindrų skaičius N partijoje |
Pasirinktų cilindrų bandinių skaičius |
Nepatenkinami bandymų rezultatai |
Cilindrai skirti |
|
| mechaniniams bandymams |
suardymo bandymams |
|||
| 250 < N ≤ 500 |
3 |
Mechaniniai |
2 |
1 |
| Suardymo |
1 |
2 |
||
| 500 < N ≤ 1500 |
9 |
Mechaniniai |
5 |
4 |
| Suardymo |
2 |
7 |
||
| 1500 < N ≤ 3000 |
18 |
Mechaniniai |
9 |
9 |
| Suardymo |
3 |
15 |
||
6. Ženklai ir įrašai
6.1. Jei kontrolės įstaigai atlikus visus nustatytus tikrinimus rezultatai yra patenkinami, ji turi išduoti sertifikatą, kuriame nurodomi atlikti tikrinimai.
6.2. Mažesnės nei 6,5 l talpos cilindrams ženklai ir įrašai, susiję su cilindro konstrukcija, gali būti daromi ant pagrindo; kitiems cilindrams jie turi būti daromi antgalyje arba sustiprintoje cilindro dalyje, arba atpažinimo lentelėje. Tačiau kai kurie iš šių įrašų gali būti daromi gaubtame gale jo formavimo metu su sąlyga, kad dėl to nesumažėja cilindro vientisumas.
6.3. EB pavyzdžio patvirtinimo ženklas.
Nukrypdamas nuo Slėginių indų ir jų kontrolės metodų bendrųjų nuostatų techninio reglamento 1 priedo 3 punkto reikalavimų gamintojas turi uždėti EB pavyzdžio patvirtinimo ženklą tokia tvarka:
- stilizuota raidė;
- šio Reglamento serinis numeris 3;
- didžioji(-iosios) raidė(-ės), nurodanti(-čios) EB pavyzdžio patvirtinimą suteikusią valstybę narę, ir du paskutiniai metų, kuriais buvo suteiktas pavyzdžio patvirtinimas, skaitmenys;
- EB pavyzdžio patvirtinimo numeris
![]()
6.4. EB patvirtinimo ženklas.
Nukrypdama nuo Slėginių indų ir jų kontrolės metodų bendrųjų nuostatų techninio reglamento 2 priedo 3 punkto reikalavimų kontrolės įstaiga turi uždėti EB patikrinimo ženklą tokia tvarka:
- mažoji e raidė;
- didžioji(-iosios) raidė(-ės), nurodanti(-čios) patikrinimą atlikusią valstybę narę, po raidės(-džių), jeigu reikia, rašomi vienas arba du skaičiai, nurodantys smulkesnį teritorinį regioną;
- kontrolės įstaigos ženklas, kurį uždeda patikrinimą atlikęs pareigūnas, ir, jeigu taikoma, patikrinimą atlikusio pareigūno ženklas;
- šešiakampis;
- tikrinimo data: metai, mėnuo
![]()
6.5. Konstrukcijos įrašai.
6.5.1. Plienui:
- skaičius, rodantis Re vertę (N/mm2), naudotą atliekant skaičiavimus;
- simbolis N (normalizuotam cilindrui) arba simbolis S (pašalinto įtempio cilindrui).
6.5.3. Cilindro tipui:
- mažiausioji talpa (litrais), kurią garantuoja cilindro gamintojas. Talpa pateikiama dešimtosios dalies tikslumu, suapvalinta mažinimo kryptimi.
1 priedėlis
FORMOS KOEFICIENTAS C GAUBTIESIEMS GALAMS
| H/D
0,180 0,200 |
Ph/10 f = 0,001 a/D C |
Ph/10 f = 0,0012 a/D C |
Ph/10 f = 0,0015 a/D C
0,00211 2,81 |
Ph/10 f = 0,002 a/D C
0,00255 2,55 0,00218 2,18 |
|
H/D
0,180 0,190 0,200 0,210 0,220 0,230 0,240 0,250 0,300 0,350 0,400 0,450 0,500 |
Ph/10 f = 0,003 a/D C
0,00340 2,27 0,00316 2,11 0,00290 1,93 0,00273 1,82 0,00256 1,71 0,00236 1,57 0,00220 1,47 |
Ph/10 f = 0,004 a/D C
0,00423 2,12 0,00395 1,98 0,00364 1,82 0,00342 1,71 0,00320 1,60 0,00295 1,48 0,00276 1,38 |
Ph/10 f = 0,005 a/D C
0,00500 2,00
0,00433 1,73
0,00382 1,53
0,00307 1,23 0,00220 0,88 |
Ph/10 f = 0,01 a/D C
0,0088 1,76
0,0077 1,54
0,0068 1,38
0,0055 1,10 0,00395 0,79 0,00325 0,65 0,0030 0,60 0,0028 0,56 0,0027 0,54 |
|
H/D
0,180 0,200 0,220 0,250 0,300 0,350 0,400 0,450 0,500 |
Ph/10 f = 0,02 a/D C
0,0160 1,60 0,0141 1,41 0,0125 1,25 0,0102 1,02 0,0077 0,77 0,0065 0,65 0,0059 0,59 0,0056 0,56 0,0054 0,54 |
Ph/ 10 f = 0,05 a/D C
0,0366 1,46 0,0330 1,32 0,0292 1,17 0,0250 1,00 0,0193 0,77 0,0162 0,65 0,0149 0,60 0,0140 0,56 0,0136 0,54 |
Ph/10 f = 0,1 a/D C
0,0730 1,46 0,0650 1,30 0,0585 1,17 0,0500 1,00 0,0385 0,77 0,0325 0,65 0,0295 0,59 0,0280 0,56 0,0270 0,54 |
Ph/10 f = 0,2 a/D C
0,147 1,47 0,130 1,30 0,118 1,18 0,101 1,01 0,077 0,77 0,065 0,65 0,059 0,59 0,056 0,56 0,054 0,54 |
|
H/D
0,350 0,400 0,450 0,500 |
Ph/10 f = 0,5 a/D C
0,163 0,65 0,150 0,60 0,140 0,56 0,136 0,54 |
|
|
|
| f= |
||||
(Iliustravimo tikslams)
4 priedėlis
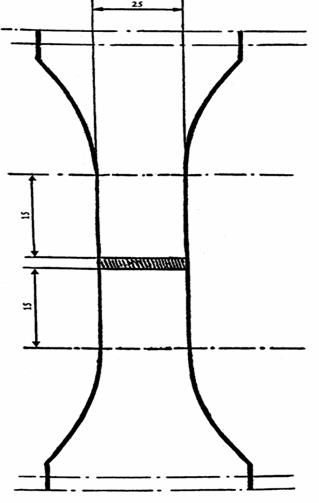
Mėginys, skirtas tempimo bandymui statmena siūlei kryptimi (3.1. 2.2.2 punktas)
5 priedėlis
______________
2 priedas
| EB PAVYZDŽIO PATVIRTINIMO SERTIFIKATAS
Išduotas ........................................................................................................................... vadovaujantis (Valstybė) ................................................................................................................................................................ (Nacionalinės taisyklės)
pagal Europos Tarybos 1984 m. rugsėjo 17 d. direktyvą 84/527/EEB
SUVIRINTŲJŲ NELEGIRUOTOJO PLIENO DUJŲ CILINDRŲ ________________________________________________________________________________
EB patvirtinimo Nr. ................................. Data..................................... Cilindro tipas ......................................................................................................................................... (Cilindrų grupės, kuriai suteiktas EB patvirtinimas, aprašymas)
Ph ...................................D ......................................................... a ......................................................... Lmin .................................Lmax ...................................................................... Vmin .................................................... Vmax .......................................................................................................................................................
Gamintojas arba gamintojo atstovas.................................................................................................... (Gamintojo arba gamintojo atstovo pavadinimas ir adresas) ................................................................................................................................................................ ................................................................................................................................................................ ................................................................................................................................................................ ................................................................................................................................................................ ................................................................................................................................................................ ................................................................................................................................................................
EB pavyzdžio patvirtinimo ženklas
Pavyzdžio, pateikto EB patvirtinimui gauti, tikrinimo rezultatai ir pagrindinių pavyzdžio ypatybių aprašymas pridedami.
Visą informaciją galima gauti iš............................................................................................................. (Patvirtinimą suteikiančios institucijos pavadinimas ir adresas)
Data ........................Vieta ................................... ........................................................ (Parašas)
|
______________
EB PAVYZDŽIO PATVIRTINIMO SERTIFIKATO TECHNINIS PRIEDAS
1. Pavyzdžio, pateikto EB patvirtinimui gauti, tyrimo rezultatai.
2. Informacija apie pagrindines pavyzdžio ypatybes:
- cilindro tipo, kuriam suteiktas pavyzdžio patvirtinimas, išilginis skerspjūvis, kuriame nurodyta:
- vardinis išorinis skersmuo D;
- mažiausiasis cilindro sienelės storis a;
- mažiausiasis cilindro pagrindo ir antgalio storis;
- mažiausiasis ir didžiausiasis ilgiai Lmin ir Lmax;
- cilindro galo gaubtosios dalies išorinis aukštis H (mm);
- talpa arba talpos Vmin ir Vmax;
- slėgis Ph;
- gamintojo pavadinimas/brėžinio Nr. ir data;
- cilindro tipo pavadinimas;
- plienas pagal 2.1 punktą.
3 priedas
EB PATIKRINIMO SERTIFIKATAS
Europos Tarybos 1984 m. rugsėjo 17 d. direktyvos 84/527/EEB taikymas
Kontrolės įstaiga ........................................................................................................................
....................................................................................................................................................
....................................................................................................................................................
....................................................................................................................................................
Data............................................................................................................................................
EB pavyzdžio patvirtinimo Nr. ..................................................................................................
....................................................................................................................................................
....................................................................................................................................................
....................................................................................................................................................
Cilindrų aprašymas ....................................................................................................................
....................................................................................................................................................
....................................................................................................................................................
EB patikrinimo Nr. ....................................................................................................................
Partijos Nr. .........................iki ....................................
Gamintojas..................................................................................................................................
(Pavadinimas ir adresas)
....................................................................................................................................................
....................................................................................................................................................
....................................................................................................................................................
....................................................................................................................................................
Kilmės šalis.............................. Ženklas.....................................
Savininkas ..................................................................................................................................
(Pavadinimas ir adresas)
....................................................................................................................................................
....................................................................................................................................................
....................................................................................................................................................
Užsakovas ..................................................................................................................................
....................................................................................................................................................
(Pavadinimas ir adresas)
PATIKRINIMO BANDYMAI
1. CILINDRŲ BANDINIŲ MATMENYS
| Bandymo Nr. |
Partijos Nr. nuo ........................ iki ........................... |
Vandens talpa (litrais) |
Tuščio cilindro masė (kg) |
Mažiausiasis išmatuotasis storis |
|
| sienelės (mm) |
pagrindo (mm) |
||||
|
|
|
|
|
|
|
2. CILINDRŲ BANDINIŲ MECHANINIAI BANDYMAI
| Bandymo Nr. |
Terminio apdorojimo Nr. |
Tempimo bandymas |
1800 lenkimo bandymas nesutraukant |
Hidraulinis suardymo bandymas |
|||
| mėginys pagal LST EN 10002-1:1998: a) ³ 3 mm b) < 3 mm |
takumo taškas Re (N/mm2) |
stipris tempiant Rmt (N/mm2) |
Pailgėjimas A (%) |
||||
|
|
|
|
|
|
|
|
|
| Nurodyti mažiausieji dydžiai |
|
|
|
|
|
||
Aš, žemiau pasirašęs, šituo pareiškiu, kad patikrinau, jog Europos Tarybos 1984 m. rugsėjo 17 d. direktyvos 84/527/EEB 1 priedo 5.2 poskyryje nustatyti tikrinimo veiksmų, bandymų ir tikrinimų rezultatai atitinka reikalavimus.
Esminės pastabos .......................................................................................................................
....................................................................................................................................................
....................................................................................................................................................
....................................................................................................................................................
....................................................................................................................................................
Bendrosios pastabos ..................................................................................................................
....................................................................................................................................................
....................................................................................................................................................
....................................................................................................................................................
....................................................................................................................................................
Data....................................... Vieta..........................................
(Inspektoriaus (parašas))
Kieno vardu ...............................................................................................................................
(Kontrolės (įstaiga))